码垛工艺包设置#
码垛工艺包设置,包含工程设置、BoxPallet模块和脚本优化。
工程设置:创建码垛执行程序
BoxPallet模块:设置码垛场景相关参数定义
脚本优化:完善程序功能,优化机械臂路径规划
工程设置#
1、“工具设置”界面,如图9所示。
点击“设置”按钮
选中 “工具设置”
点击 “添加”按钮
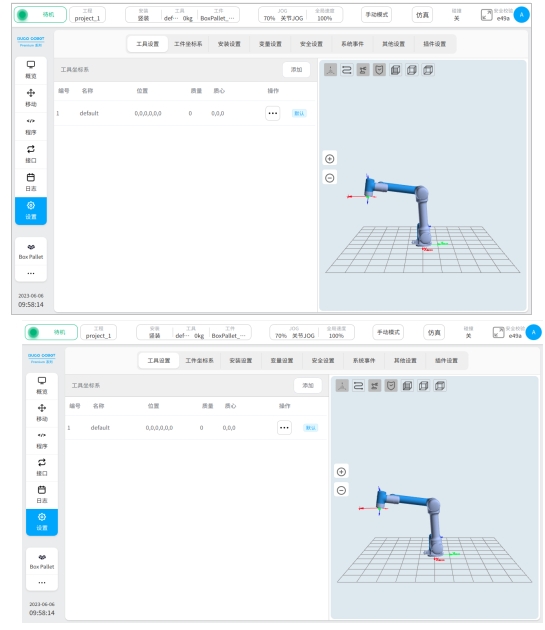
图9
2、工具安装,如图10所示。
工具坐标系Z轴与吸盘所在平面垂直,方向与吸盘开口同向
工具坐标系X、Y轴所成平面与吸盘吸附箱体表面重合

图10
3、设置坐标系参数,如图11所示。
①:输入坐标系的名称
②:输入六自由度偏置
③:输入工具质量
点击“确定”按钮
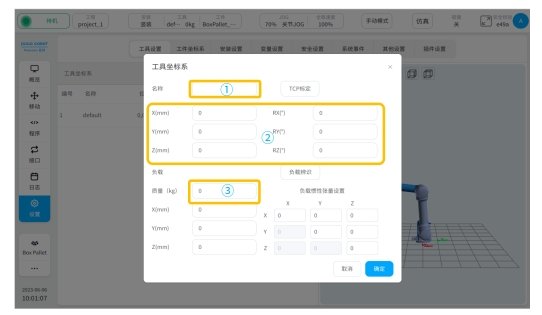
图11
4、激活工具坐标系,如图12所示。
选中生成的工具坐标系
点击“设为当前”
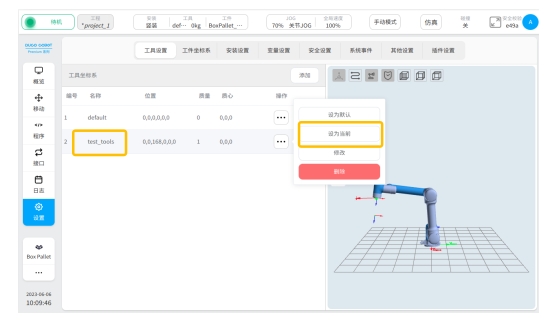
图12
5、点击已创建的工程,点击“进入程序”。

图13
6、添加BoxPallet模块。
点击“指令”页面中BoxPallet模块,拖动到编程区合适位置
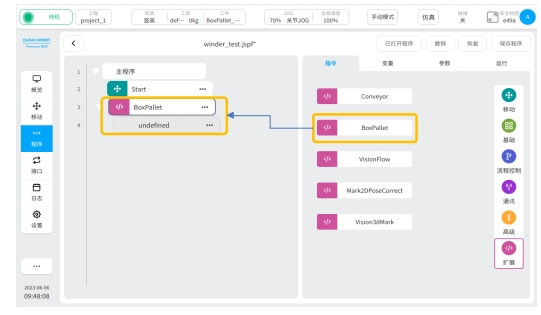
图14
BoxPallet模块#
BoxPallet模块为码垛工艺包中针对码垛应用场景定义复杂的解决方案,此功能可让用户更方便地完成参数的定义和设置。
BoxPallet模块有5个配置功能界面,介绍如下:
上料点配置:设置上料点相关参数
箱体配置:设置箱体外形尺寸、质量等相关参数
栈板配置:设置码垛箱体的托盘相关参数
垛型配置:设置码垛层数和垛型的排版
脚本配置:设置码垛流程中路点和其他功能
模块通用配置界面#
1、进入BoxPallet模块参数配置界面,如图15所示。
点击“程序”按钮
选中“BoxPallet”模块
图中①位置:点击更改模块名称,图中②位置:点击该区域,输入模块注释
选中“参数”卡片,点击“打开配置工具”按
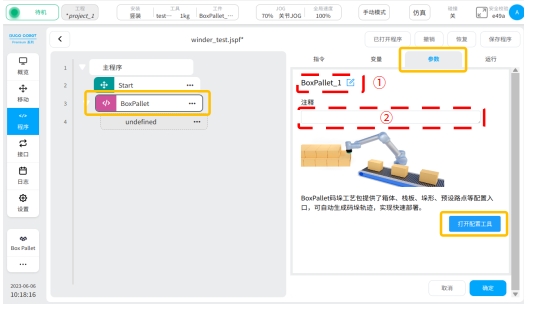
图15
上料点配置#
1、进入上料点配置界面,如图 16所示。

图16
2、示教上料点点位。
点击示教点按钮,通过操作示教器移动机械臂末端至上料点箱体上方
如图 17所示,缓慢移动机械臂末端,使得吸盘完全贴合于箱体表面
确保吸盘所在平面与箱体表面平行
确保工具坐标系的Z轴与吸盘所在平面垂直且方向向下
确保上料点的每一个箱体的位置与方向均一致
点击“记录当前位置”按钮,跳转到上料点配置界面
如图 18所示,“上料点”字体显示绿色,点击“下一步”按钮
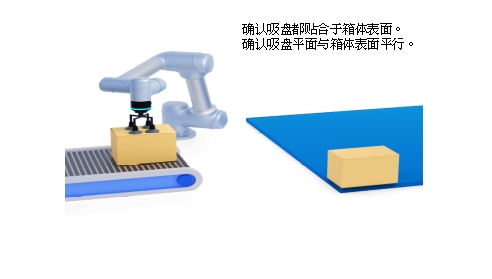
图17

图18
箱体配置#
1、选择栈板原点。
在俯视角下,选定栈板上任意一角点作为栈板坐标系原点
如图 19所示,图中以栈板右下角作原点为例
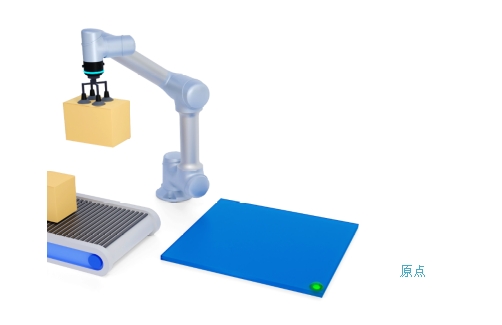
图19
2、确定栈板坐标系。
如图 20所示调整用户视野,使得栈板原点在视野的左上方
在此视野中,沿着原点向下作为栈板坐标系的X轴正方向
在此视野中,沿着原点向右作为栈板坐标系的Y轴正方向
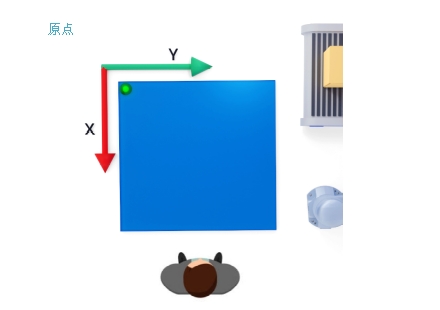
图20
3、设置箱体参数。
选择箱体任意一个侧面作为“正面”。如图 21所示,图中已选定“正面”
如图 22所示,操作机器人将箱体“正面”与栈板上边缘贴合,侧面与栈板左边缘贴合,底面与栈板贴合
在图 23中设置箱体参数,其中L1(X方向),L2(Y方向)
点击“下一步”按钮
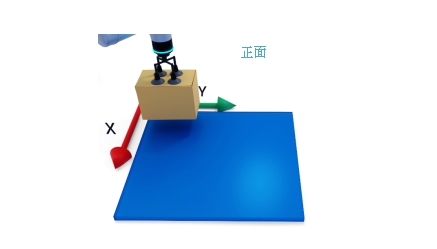
图21
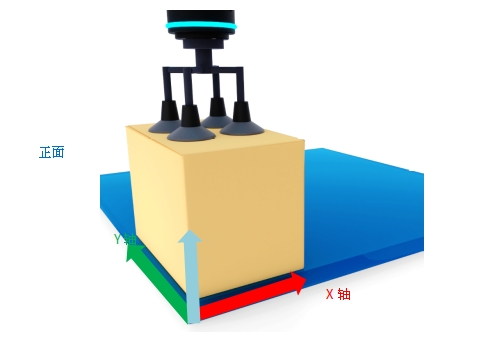
图22
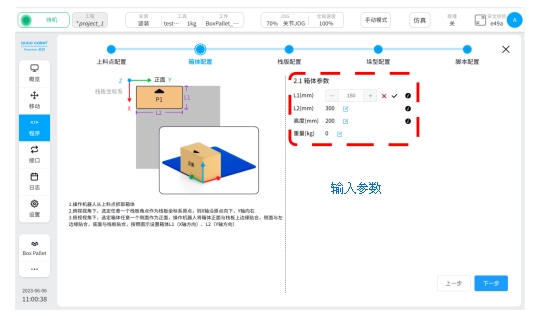
图23
栈板配置#
1、进入“栈板配置”界面,如图 24所示,填写栈板参数。
参考图中“第一个点”示意图,栈板边长D1是栈板X方向
栈板边长D2是栈板Y方向
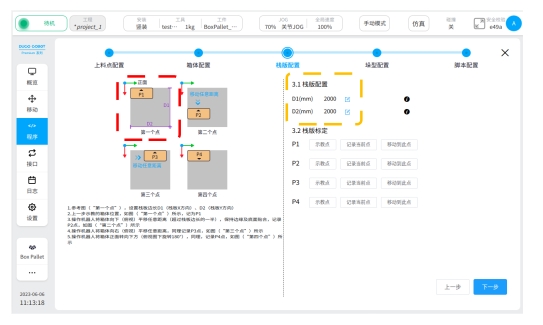
图24
2、栈板标定。
依照P1点至P4点顺序进行示教
示教P1点(如图24中“第一个点”所示)
上一步(箱体配置)中示教的箱体位置,记为P1点
示教P2点(如图 25中“第二个点”所示)
操作机器人将箱体沿X轴正向平移任意距离(超过栈板边长的一半),放置箱体至栈板上,确认箱体边缘及底面贴合。记录为P2点
示教P3点(如图 25中“第三个点”所示)
操作机器人回到P1点,沿Y轴正向平移任意距离(超过栈板边长的一半),放置箱体至栈板上,同理记作P3点
示教P4点(如图 25中“第四个点”所示)
操作机器人回到P1点,将箱体“正面”转向下方(俯视图下旋转180°),同理记作P4点
完成4个示教点,点击“下一步”按钮

图25
垛型配置#
1、垛型参数设置,如图 26所示。
①位置:选择A垛型
②位置:设置边界参考,在边距中输入实际数值
在栈板上堆垛时,如对箱体与栈板间距有要求,请打开此功能,如果没有要求,可以关闭此功能
③位置:设置层数(码垛层高)
层号1为栈板上最底层
随着层数增加,层号也不断增大
每层都可以设置A垛型或者B垛型
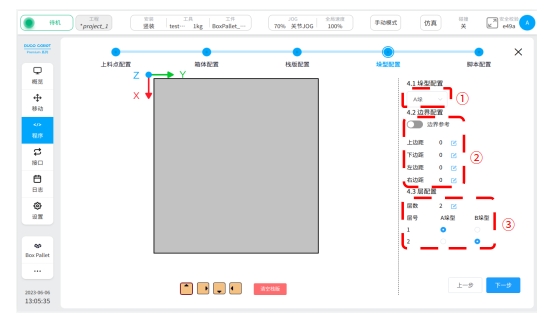
图26
2、摆放垛型,如图 27所示。
①位置:点击任意方向箱体按钮(选中会高亮显示)
图中的箱体箭头方向与箱体配置中“正面”定义一致
②位置:图中显示为栈板放置区域(使用边界参考时,放置区域在边界参考线围成的区域内)
摆放箱体至栈板放置区域
靠近栈板边界或者参考线,点击放置时,箱体会自动吸附贴齐边界
栈板上有已摆放箱体时,靠近该箱体点击后,新摆放的箱体会自动吸附与已摆放箱体贴齐
如重新排版垛型,点击“清空栈板”按钮
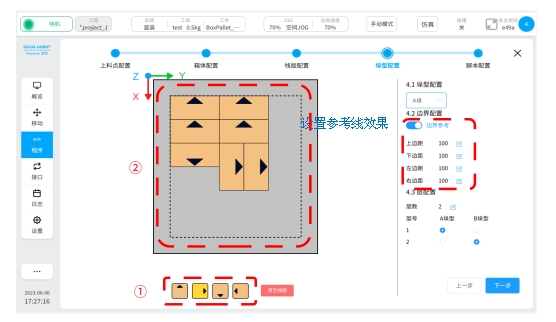
图27
3、调整箱体,如图 28所示。
点击需要调整的箱体,出现三个图标
图标

:使用该图标,顺时针旋转箱体(每一次点击旋转90°)
图标

:使用该图标,删除当前选中的箱体
图标

:使用该图标,确认当前箱体的方向与位置
点击箱体,可以通过拖拽方式移动箱体(在排版区域内),移动到位后,点击图标

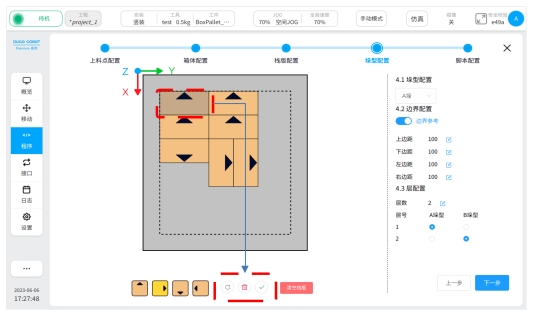
图28
4、切换垛型,如图 29所示。
图中所示,设置B垛型
同理完成B垛型排版
可以同时看到A垛型(已排版)和B垛型(当前正在排版)
配置完A和B垛型后,确认每层垛型设置
避免出现上下层由于垛型排版导致上层箱体坠落。
点击“下一步”按钮。
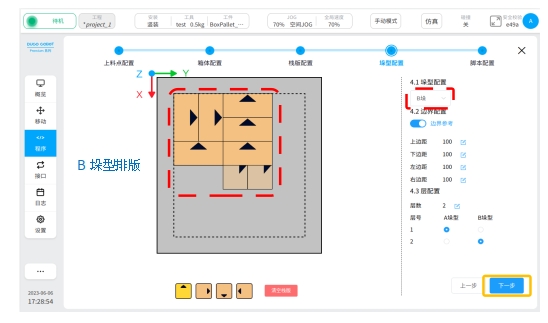
图29
脚本配置#
1、示教三个示教点位及其回撤点,如图 30所示。

图30
图 30中①位置:示教“等待上料点”
如图 31所示,点击示教点,操作机器人移动到栈板与上料点中间的位置
沿着世界坐标系Z轴负方向抬高至一定高度(不影响后续运动中与其他物体产生干涉)
点击“记录当前位置”按钮

图31
图 30中②位置:示教“上料避障点”
操作机器人移动到上料点(上料点配置章节)
如图 32所示,点击示教点,向上抬起(沿着箱体顶面的法向)
同理抬起至一定高度(高于“上料回撤点”高度位置)
点击“记录当前位置”按钮
图 30中“上料回撤点”:输入高度数值(mm),高度大于10mm
如果存在引导块,则高度数值大于引导块的高度,如图 32所示
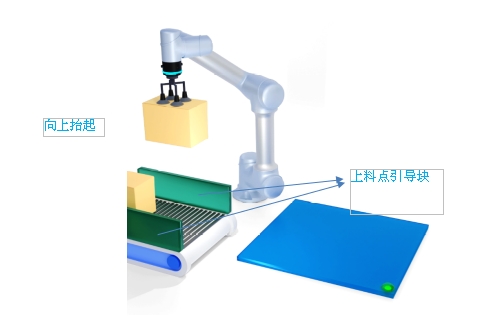
图32
图 30中③位置:示教“栈板避障点”
点击示教点,操作机器人移动到栈板上方
如图 33所示,向上抬起(沿着箱体顶面的法向)
同理抬起至一定高度(要高于堆垛最高层箱体的高度)
点击“记录当前位置”按钮
图 30中“放置回撤点”:输入高度数值(mm),数值大于10mm
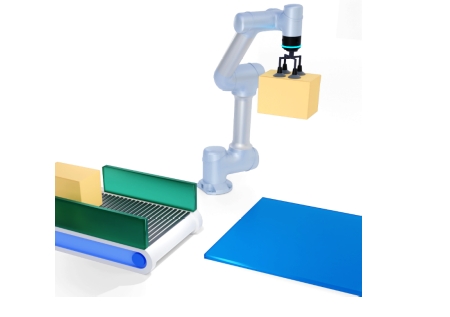
图33
2、层间公差设置(图 35中),效果如图 34所示。
输入层间公差数值,范围为[-100, +100],单位mm
输入正值,扩大层间间距
输入负值,压紧层间间距
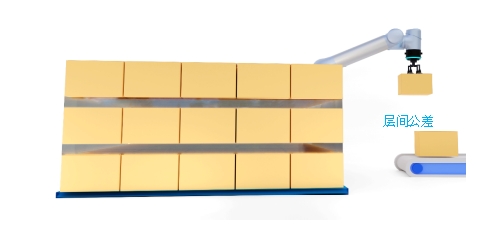
图34
3、运动速度,如图 35所示。
如图 35所示,可以通过拉动百分比实现实际运动的快慢调节
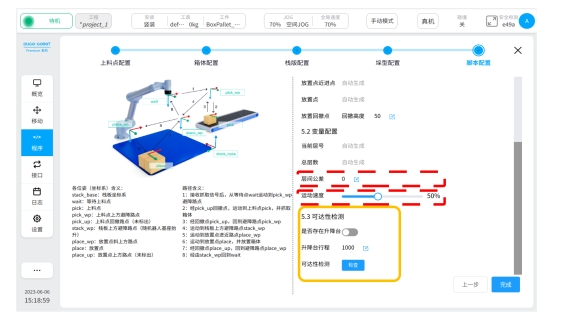
图35
4、可达性检测,如图 35所示。
“是否存在升降台”:有该设备则打开,没有就关闭
“升降台行程”:输入实际数值
“可达性检测”:
检测栈板上所有箱体是否可以摆放到位
检测结果仅供参考
点击“完成”按钮,跳转到程序界面,如图 36所示
点击“确定”按钮,完成BoxPallet模块配置并生成脚本,如图 37所示
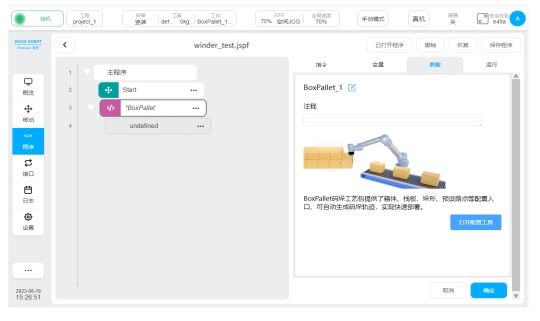
图36
图37
脚本优化#
1、设置“Start”模块参数,如图 38所示。
操作机器人移动到“等待上料点”的位置
击“记录当前点”按钮,点击“确认按钮”

图38
2、设置“Group 等待信号”模块,如图 39所示。
通过添加指令,使得机器人继续抓取箱体开始堆垛
添加指令的方式有3种:
设置I/O口
设置通讯模块
设置“Wait”模块(按固定等待时间执行)
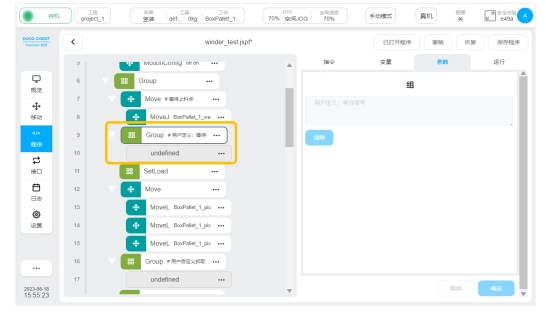
图39
3、设置“Group 自定义抓取”模块,如图 40所示。
添加指令,设置抓取方式
可通过设置I/O接口、通讯等方式实现抓取
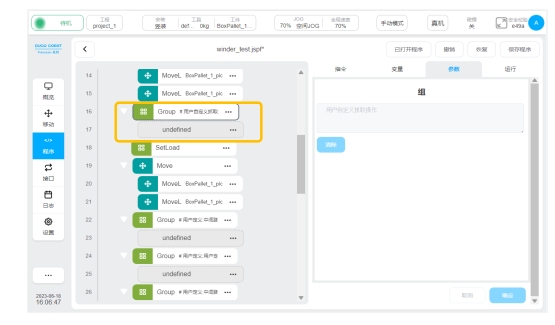
图40
4、设置“Group 自定义升降台升”模块,如图 41所示。
图中②位置:“Group 升降台升”模块,可通过加载指令模块提升升降台高度
图中①和③位置:“Group 中间路点”模块,可通过加载指令模块添加新的路点,防止脚本运行过程中出现路径干涉
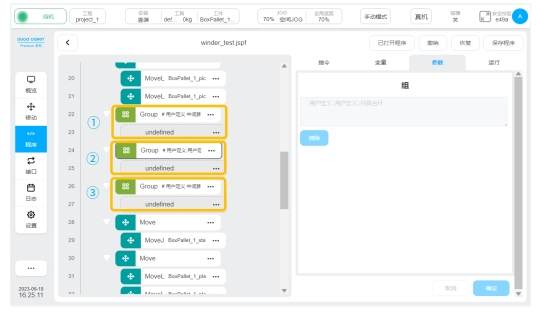
图41
5、设置“Group 自定义放置”模块,如图 42所示。
添加指令,设置放置箱体方式
可通过设置I/O接口、通讯等方式实现放置箱体
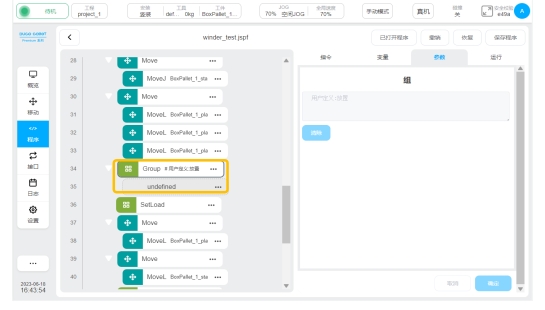
图42
6、设置“Group 自定义升降台降”模块,如图 43所示。
图中②位置:“Group 升降台降”模块,可通过加载指令模块降低升降台高度
图中①和③位置:“Group 中间路点”模块,可通过加载指令模块添加新的路点,防止脚本运行过程中出现路径干涉
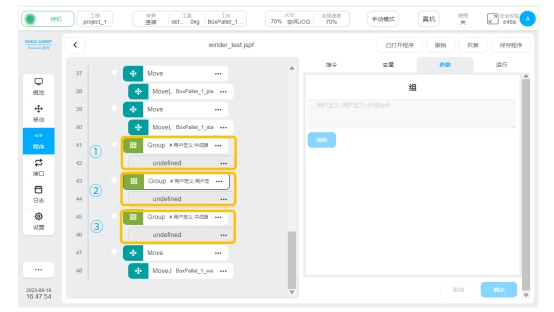
图43
7、机械臂回到脚本初始位置,如图 44所示。
点击“保存程序”按钮
点击“拖住移动”按钮
机器人以movej的方式进行移动,松开即停止运动。为防止movej运动路径中碰到其他物体,建议用户事先以手动jog的方式,回到等待上料点附近
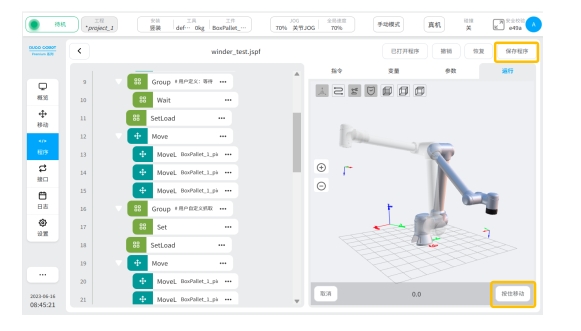
图44
如图 45所示,点击

按钮,开始运行脚本
使用“手动模式”,选择“仿真”模式运行整个流程
使用“手动模式”,选择“真机”模式运行整个流程
执行上述两个流程后,出现轨迹干涉或者出现奇异点的情况,通过脚本中“Group 自定义中间路点”模块进行添加指令,设置新的路点来解决
使用“真机”模式,点击“自动模式”运行整个流程
用户通过点击“全局速度”按钮调节机器人运行速度,使得节拍满足生产需求
点击“保存程序”按钮,固化整个脚本程序
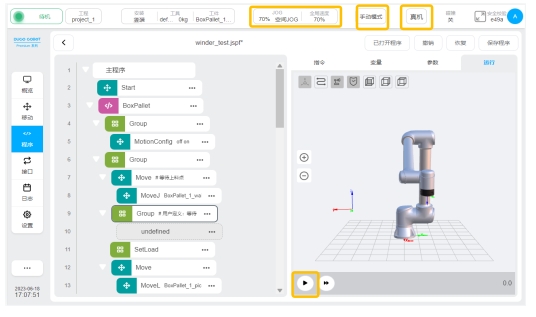
图45