焊接工艺包设置#
焊接工艺包设置,包括焊机设置、焊接设置、工艺文件、焊接保护、焊机信号。
焊机设置#
焊机设置用于显示通讯状态、配置焊机型号及对应的通讯设置。
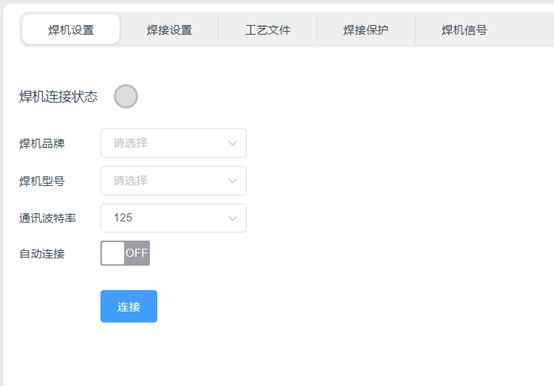
焊机连接状态:当机器人与焊机通讯建立后,状态指示灯将由灰色转为绿色。如下图所示:

焊机品牌与焊机型号:用于配置当前所使用的焊机。正确选择焊机后,机器人将调用相应的通讯协议。
焊机侧,需要参考焊机说明书,将焊机的控制模式调至机器人控制模式,并选用相应的通讯协议。以适配麦格米特ArtSet Plus/Pro系列焊机为例:

需要将焊机的通讯协议调制为GOG模式,具体的,N00参数设为GOG。同时,将机器人通讯模块功能激活,具体的,P05参数设为On。

通讯波特率:用于设置CAN通讯的波特率,支持125kbps、250kbps、500kbps三种波特率。需要注意的是,机器人与焊机的波特率需要设置一致,才能实现通讯。以适配麦格米特ArtSet Plus/Pro系列焊机为例:
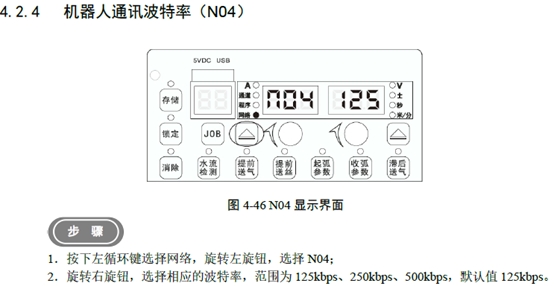
需要将焊机N04参数的波特率设置,与机器人设置保持一致。
自动连接:用于机器人下次开机时,自动连接焊机。当设置为ON时,机器人将保存当前的设置信息,下一次机器人开机后,将在机器人完成机械臂上电操作后,自动连接焊机。
连接:“连接”按钮通常在首次机器人与焊机通讯调试时使用。点击“连接”按钮,将按照焊机的报文格式,向焊机发起连接请求。当收到焊机正确的反馈信息后,焊机连接状态灯变绿。
焊接设置#
焊接设置用于设置焊接模式、起弧参数,焊机手动调试功能触发及焊机电流电压显示。

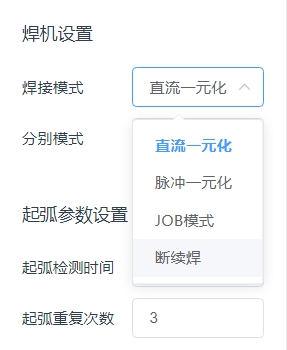
焊接模式:用于设置焊机的工作模式,设置时,将发送对应的通讯数据至焊机,切换操作模式。需要注意的是,能否设置成功还取决于焊机的通讯协议是否支持修改,若焊机通讯协议不支持,则需要手动在焊机侧进行相同的设置。可以设置的焊机模式如下图所示:
以适配麦格米特ArtSet Plus/Pro系列焊机为例:
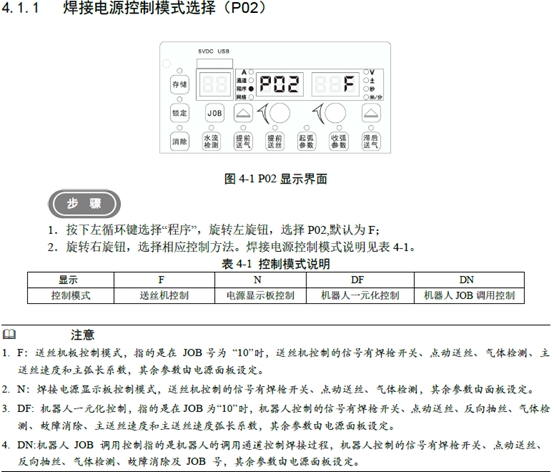
若使用直流一元化模式,除了在机器人端选择直流一元化模式外,还需要在焊机侧,将P02参数设为DF。若使用JOB模式,则将该参数设为DN。目前通讯协议不支持脉冲一元化与断续焊,需要将脉冲一元化参数或断续焊参数,在焊机侧以JOB模式保存,然后机器人以JOB模式调用,实现相应焊接模式。
分别模式:该参数用于设置焊机的电流、电压参数设置方式,支持分别模式、一元化模式。如下图所示:
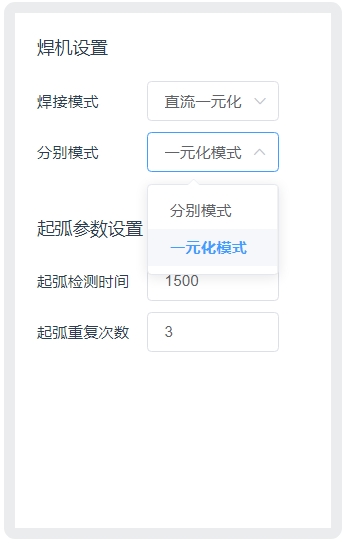
使用分别模式时,电流的单位为A,电压的单位为V。使用一元化模式时,电流的单位为A,电压的单位为%。该参数的设置,将影响当前设置的焊接参数、工艺文件、焊机信号界面及程序脚本中起弧/收弧参数的焊接电压单位。
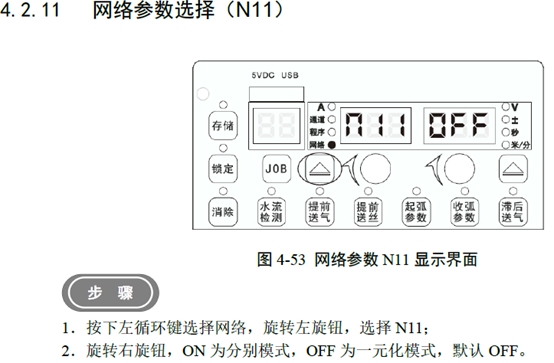
以适配麦格米特ArtSet Plus/Pro系列焊机为例,还需要在焊机侧对N11参数进行设置,如下图所示:
起弧设置:可以设置起弧检测时间与起弧重复次数。起弧检测时间的单位为ms。机器人在发送完起弧指令后,将监控焊机返回的起弧成功信号,若在检测时间内,未收到起弧成功信号,将重新发送起弧指令。重复次数由起弧重复次数进行设置。
当前设置的焊接参数:实时更改焊机的电流、电压值。通常用于试焊阶段,调节电流、电压,以寻找符合工艺的参数组合。该组参数为当前实际发给焊机的电流、电压参数,与程序脚本及工艺文件中的设置值无关。例如在运行ArcStart后,这个值会变成ArcStart功能块设置的参数。
焊接空跑倍率:焊接空跑功能的使能按键。功能启用后,在焊机未使能时,允许机器人以倍速运行,快速观察焊接轨迹的正确性。倍率在焊接程序脚本中进行设置。
焊机使能:焊机起弧功能的使能信号。若关闭,则运行机器人程序时,将不再执行起弧指令。
点动送丝:按钮长按触发,控制送丝机送丝,按钮释放则停止送丝。
焊丝反抽:按钮长按触发,控制送丝机回丝,按钮释放则停止回丝。
保护气检测:控制焊机气阀开启,用于检测是否正常供气。以适配麦格米特ArtSet Plus/Pro系列焊机为例,气阀开启30秒后,将由焊机自动关闭气阀。若中途再次点击,则关闭气阀。
焊机状态:实时显示焊机反馈的焊接电流与焊接电压。焊接电流的单位为A,焊接电压的单位为V。
工艺文件#
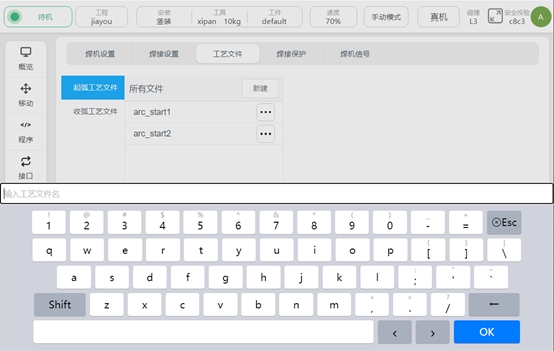
工艺文件,用于设置并保存起弧与收弧时的焊接电流与电压。点击“起弧工艺文件”与“收弧工艺文件”用于切换工艺文件类型。点击“新建”将新建一个对应类型的工艺文件。输入工艺文件名称并点击“OK”按键,即可完成工艺文件的新建。
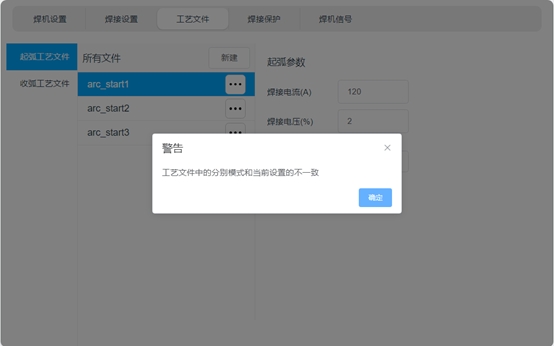
点击文件,将在右侧显示焊接电流与焊接电压的输入框,焊接电流的单位为A,焊接电压的单位将由分别模式的设置决定。详见分别模式设置。单击“保存”,将记录所设置的焊接电流值,焊接电压值及设置时候所设置的分别模式类型。

若当前的焊接分别模式设置,与工艺文件生成时所选用的分别模式设置不一致,则会弹窗提醒。如下图所示:
焊接保护#
焊接保护是焊接过程中的保护功能,其原理是:
实时监控机械臂工具末端是否有超过监控位移的位移量。如果在所设置的监控时间内,机械臂工具末端未产生足够的位移量,判断为机器人在同一位置,此时将触发焊机收弧指令。该功能的目的是,不让机械臂在同一位置有长时间的焊接操作,以防焊件烧穿。

焊机信号#
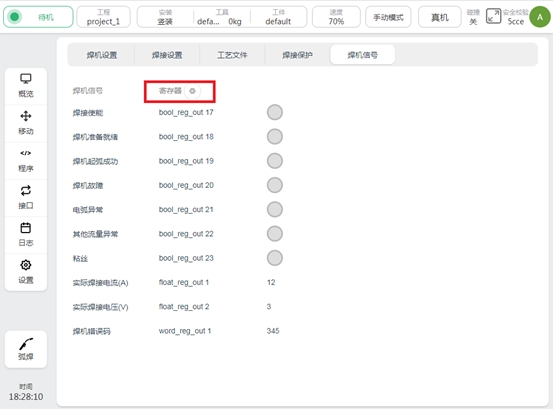
焊机信号页面用于显示焊机信号,同时将信号配置给寄存器,以便于机器人上位控制器可以通过profinet、modbus、TCP/IP等方式,获取到焊机信息。点击  即可进行寄存器配置,信号右侧将显示可配置的寄存器列表,如下图所示:
即可进行寄存器配置,信号右侧将显示可配置的寄存器列表,如下图所示:
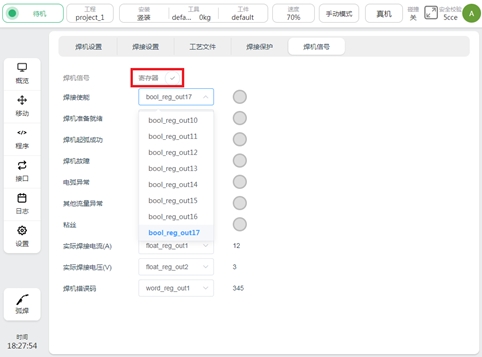
完成寄存器配置后,点击  即可保存配置。
即可保存配置。
传感器设置#
传感器设置页面用于设置激光传感器厂商、连接传感器、控制传感器、标定传感器。如图,左侧区域进行传感器的连接和操作,右侧为可以查看标定参数以及进行激光传感器的标定。具体使用详见第7节激光跟踪器
