焊接故障处理#
在焊接过程中,根据故障来源,通常可以分为三种故障模式,焊机故障、通讯故障、机器人故障。本章节将会分别介绍三种故障的处理方式,以及故障排除后的重新起弧方法。
焊机故障#
当由于焊机发生错误时,焊机将发送焊机错误id给机器人。该错误id可以在焊机信号页面下查询到。若对该信号配置了相应的寄存器,则可以通过机器人对外通讯接口,读取寄存器的方式,获取到该信息。故障发生后:
在焊机侧,将自动执行收弧动作。
在机器人侧,在收到焊机报错信息后,将暂停程序运行。
通讯故障#
在使用过程中,如果通讯受影响,导致与焊机之间的CAN通讯中断:
在焊机侧,将在1秒内检测到通讯中断,报出通讯错误,并自动执行收弧动作。
在机器人侧,将在3秒内检测到通讯中断,报出通讯错误,并暂停程序运行。
机器人故障#
当由于机器人发生错误时,机器人将发送机器人故障信号给焊机。
在焊机侧,焊机收到机器人报错信号后,将自动执行收弧动作。
在机器人侧,机器人报错后,将暂停程序运行。
重新起弧#
发生故障后,机器人程序暂停,并自动记录当前的暂停点位信息。此时允许机器人以手动jog的方式,移开当前点位,便于用户进行故障的排除。
当故障排除后,再次点击程序运行,会要求用户先回到暂停点位。回到暂停点位的方式为movej。如下图所示:
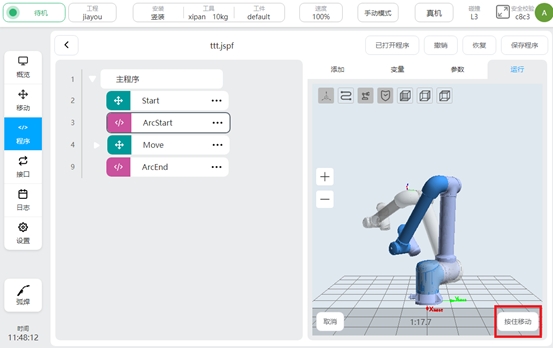
按住“按住移动”键,机器人以movej的方式进行移动,松开即停止运动。为防止movej运动路径中碰到其他物体,建议用户事先以手动jog的方式,回到暂停点附近。
回到暂停点后,将机器人切换到自动模式,点击继续运行程序,机器人将向焊机发送起弧指令,起弧成功后继续执行后续程序。