


焊接执行#
单击导航栏中“焊接执行”进入焊接执行页面,如下图所示。

焊接执行页面主要用于添加焊缝、创建焊接任务、显示焊接任务列表信息、以及焊接执行过程中部分焊接参数的微调。
1.单道焊缝#
单击页面右上角“添加单道焊缝”按钮,弹出虚拟键盘,默认显示焊缝名称“焊缝x”,如下图所示。

用户也可以自定义焊缝名称。确认好焊缝名称后,如“焊缝1”,单击键盘“OK”按键,进入单道焊缝定义页面, 如下图所示。

焊缝类型: 可选项为直线、圆弧、整圆三种;
起弧安全点: 开始焊接前距离起弧点的安全位置;
起弧点: 开始焊接前电弧点燃位置;
收弧点: 结束焊接后电弧熄灭位置;
收弧安全点: 结束焊接后距离收弧点的安全位置;
姿态约束: 可选项为无约束,过渡到收弧点姿态、与起弧点姿态保持一致;
工艺: 显示使用的工艺文件名称,单击其后的“选择”按钮可打开单道工艺文件选择对话框,可选择该焊缝使用的工艺文件;
连续焊缝: 配置是否连续焊缝;连续时,当前焊缝与下一段焊缝连续,不用重新起弧,当前焊缝的收弧点为下一条焊缝的起弧点; 不连续时,下一条焊缝需重新起弧,当前焊缝轨迹点位有收弧点和收弧安全点。
示教点位可通过单击对应点位后“示教点”按钮将页面跳转到机器人控制页面, 在机器人控制页面中示教机器人确定使用点位,示教完成并记录后跳回当前焊缝编辑页面。用户也可通过示教器直接示教好点位,单击对应点位 “记录当前点”按钮完成示教记录。长按“移动到此点”按钮,可使机器人移动到该点位。单击“重置”按钮,可以清空该点位的值,点位状态灯恢复为灰色。 依次示教好点位,对应点位状态灯会从灰色变为显示绿色如下图所示。

单击工艺后的“选择”按钮,弹出单道工艺文件选择对话框如下图所示。

选择好所需工艺文件,如选择“工艺1”,单击“确定”按钮后,选择工艺对话框消失,焊缝编辑页面工艺后显示如下图所示。

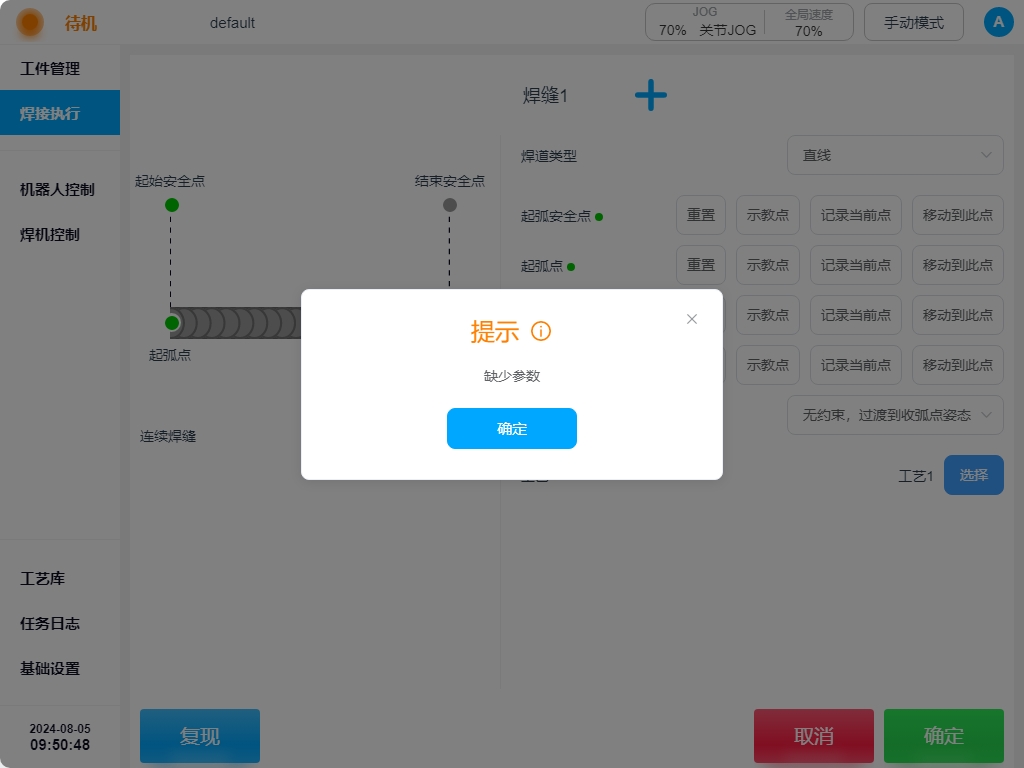
用户可单击页面左下角“复现”按钮,机器人会按照示教好的点位进行空跑运动。当点位记录不全或者未选择工艺文件时,单击“复现”按钮弹出提示对话框, 如下图所示。
选择好焊缝类型,依次示教完起弧安全点、起弧点、收弧点以及收弧安全点,配置好姿态约束和是否连续焊缝,以及选择好工艺文件, 单击页面右下角“确定”按钮即可保存该条焊缝配置信息,确定后将添加一条焊缝到工件的任务列表中,如下图所示。若放弃当前更改, 单击“取消”按钮退出到焊接执行页面。

用户还可以单击当前焊缝编辑页面  图标进行焊缝添加,焊缝名称默认生成“焊缝x”,
例如:“焊缝1”编辑页面单击添加图标后进入“焊缝2”编辑页面,如下图所示。
图标进行焊缝添加,焊缝名称默认生成“焊缝x”,
例如:“焊缝1”编辑页面单击添加图标后进入“焊缝2”编辑页面,如下图所示。

同样地,配置好焊缝配置信息后,单击“确定”按钮即可保存该条焊缝配置信息,并添加到当前工件的焊接任务列表中返回到焊接执行页面。
用户根据需求可通过 图标按序增加多个焊缝任务,可以通过  和
和  图标,切换到不同焊缝编辑对应焊缝信息,
编辑好焊缝配置信息后,单击“确认”按钮即可回到焊接执行页面。
图标,切换到不同焊缝编辑对应焊缝信息,
编辑好焊缝配置信息后,单击“确认”按钮即可回到焊接执行页面。
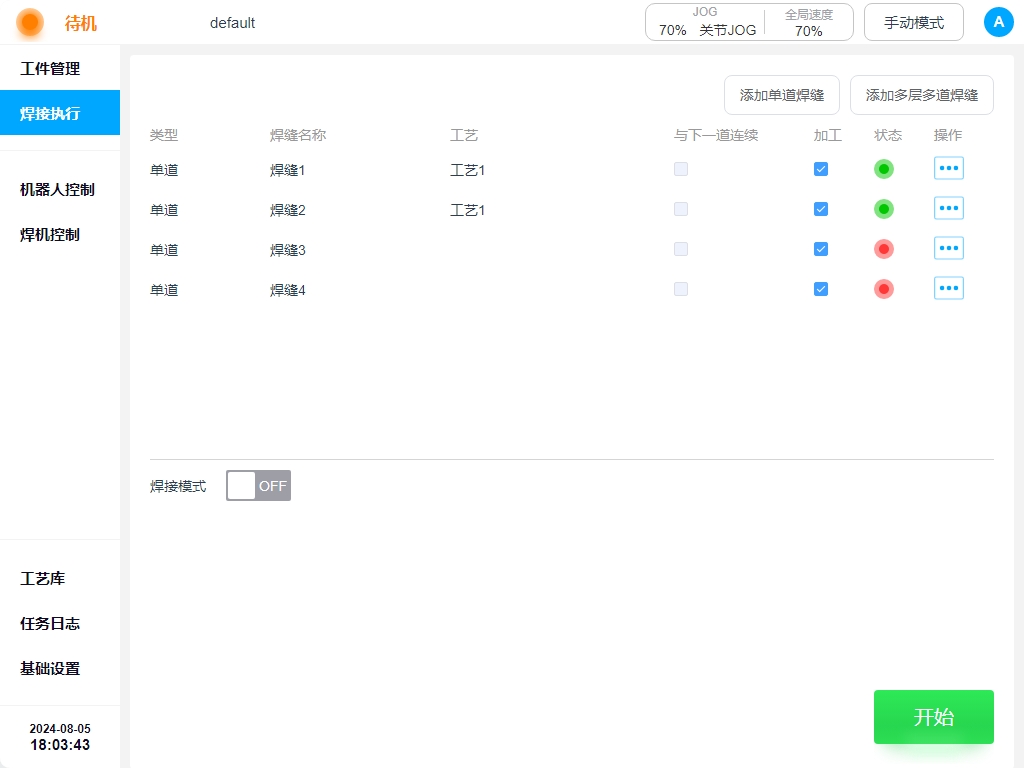
例如:在“焊缝2”编辑页面单击添加图标连续两次,添加“焊缝3”和“焊缝4”,最后单击“确认”按钮回到焊接执行页面,如下图所示。
2.多层多道焊缝#
单击页面右上角“添加多层多道焊缝”按钮,弹出虚拟键盘,默认显示焊缝名称“焊缝x”。用户也可以自定义焊缝名称。 确认好焊缝名称后,如“焊缝5”,单击键盘“OK”按键,进入多层多道焊缝定义页面,如下图所示。
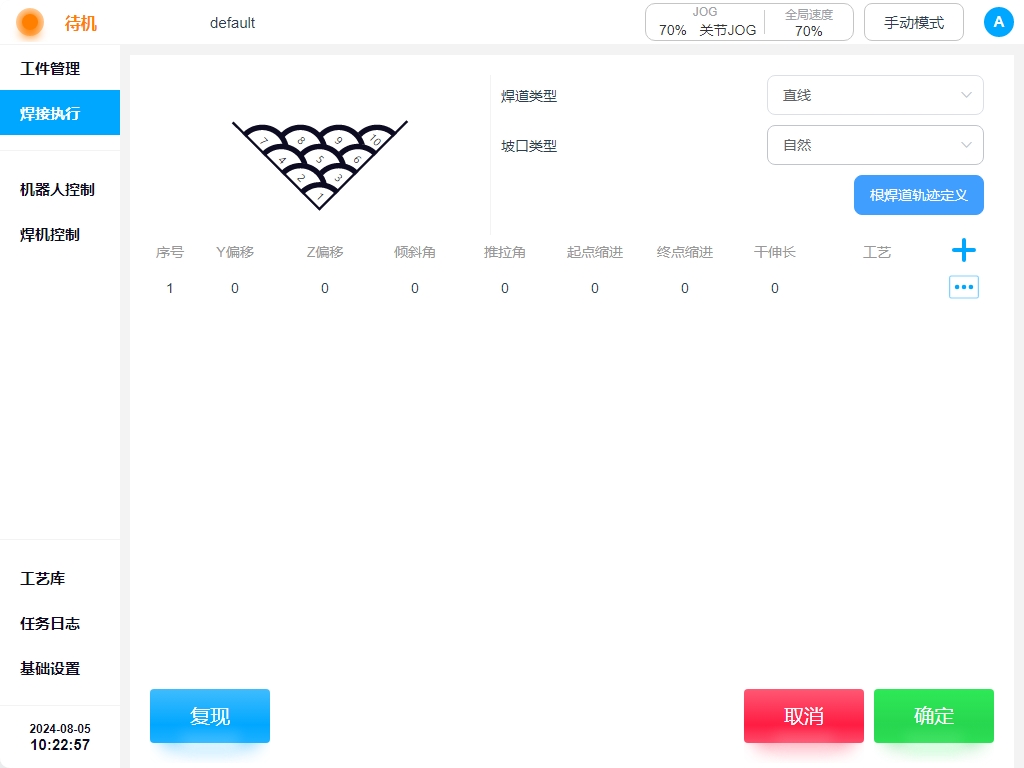
焊缝类型: 可选项为直线、圆弧、整圆三种;
坡口类型: 可选项为自然、单V、V形三种;
单击“根焊道轨迹定义”按钮,进入根焊道轨迹定义页面,如下图所示。

根焊道轨迹定义所需配置信息同单道焊缝定义,此处不做累述。单击当前多层多道焊道列表右上角 图标进行焊缝添加,
如添加一条焊道序号2如下图所示。
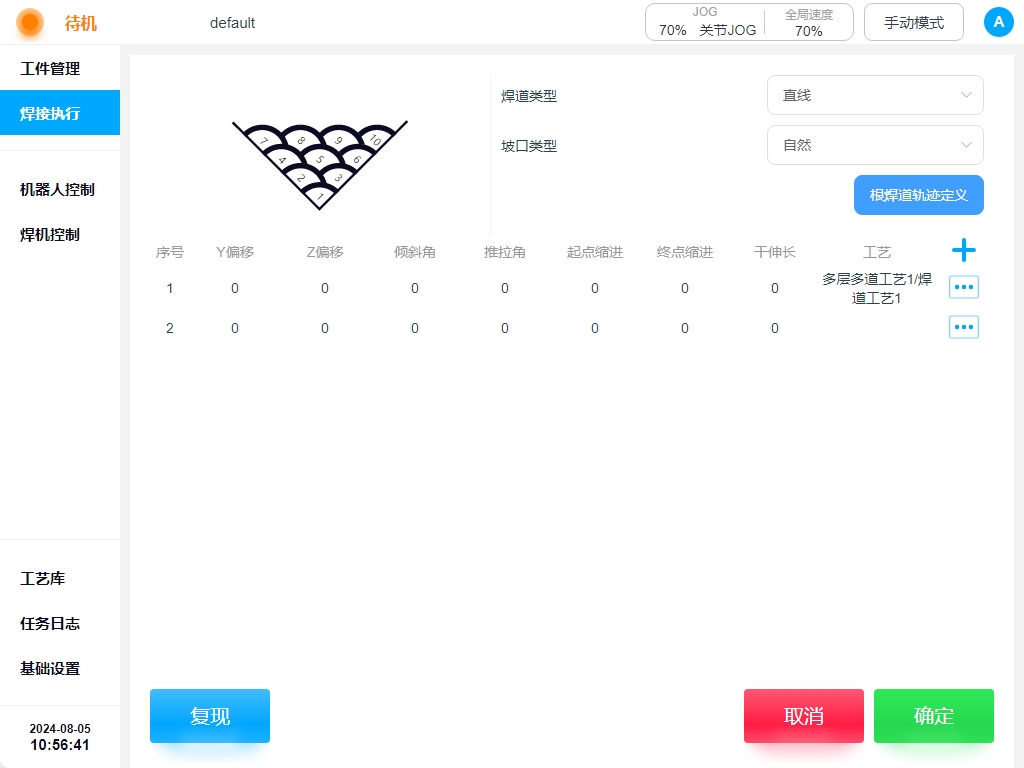
焊道列表主要显示焊道序号、Y偏移、Z偏移、倾斜角、推拉角、起点缩进、终点缩进、干伸长、工艺名称以及焊道操作图标。
单击焊道操作图标  ,弹窗显示如下。
,弹窗显示如下。
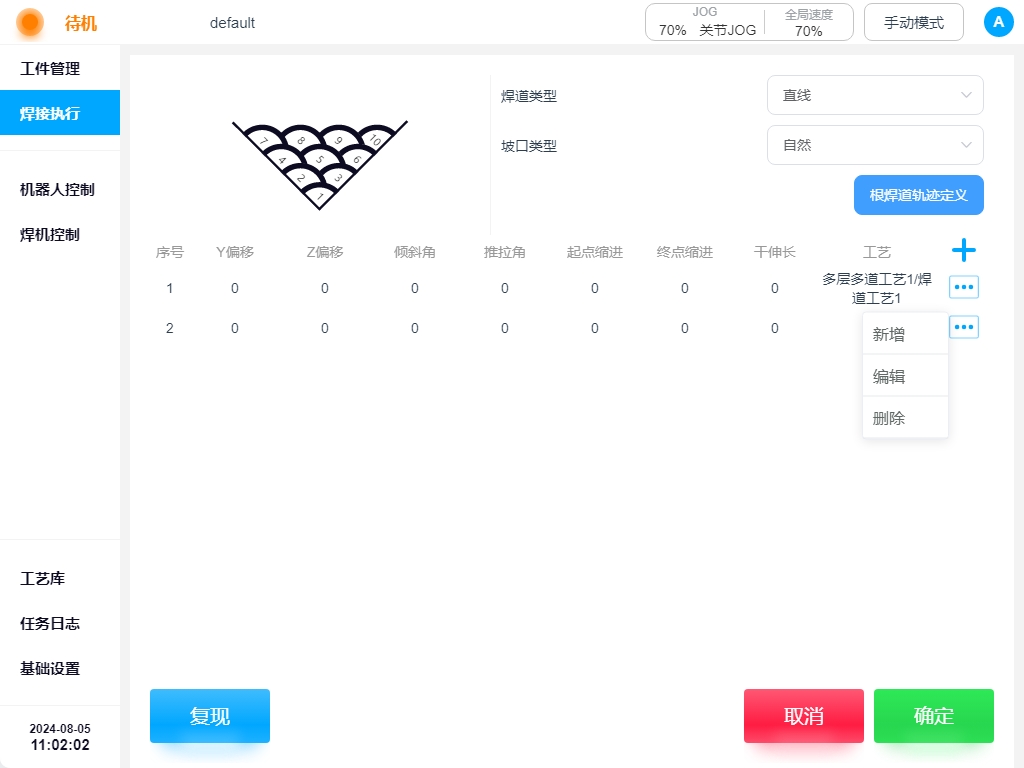
新增: 单击“新增”按钮,会在当前所选焊道后面新增一条单焊道;
注意:单击序号1根焊道操作图标只有新增功能
编辑: 单击“编辑”按钮,进入焊道编辑页面,可编辑焊道列表主要显示的上述信息;
删除: 单击“删除”会弹出确认对话框,确认后即可删除该条焊道。
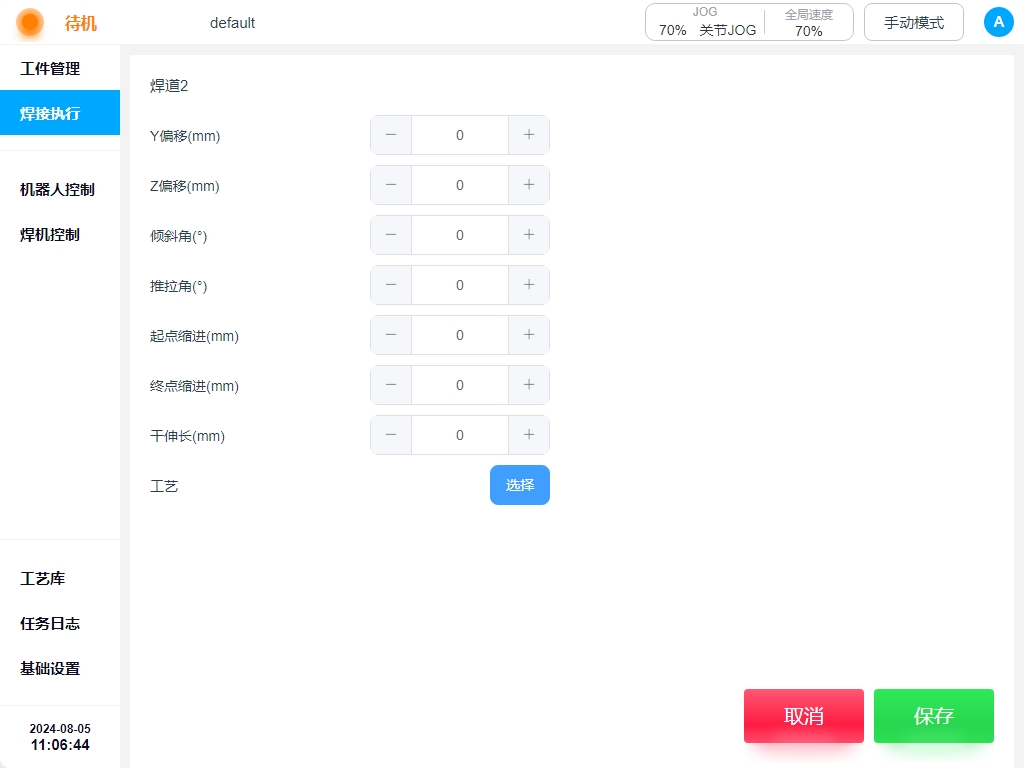
例如:单击序号2焊道操作图标弹窗中的“编辑”按钮,进入焊道2编辑页面,如下图所示。
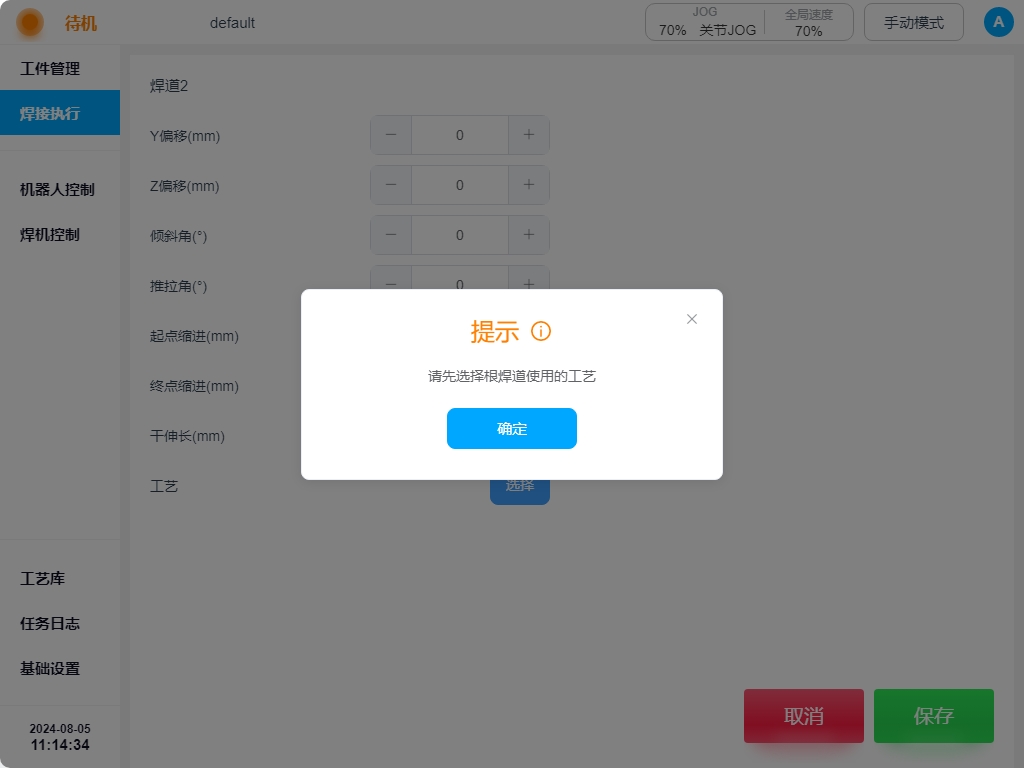
选择工艺时,打开多层多道工艺文件对话框,必须先选择根焊道的工艺,否则会弹窗提示用户如下图所示。
子焊道所选工艺只能选择根焊道所选择的工艺组中的单个焊道工艺。如果想要更改工艺组,需要在根焊道中选择其他工艺组, 此时会弹窗提示如下图所示。
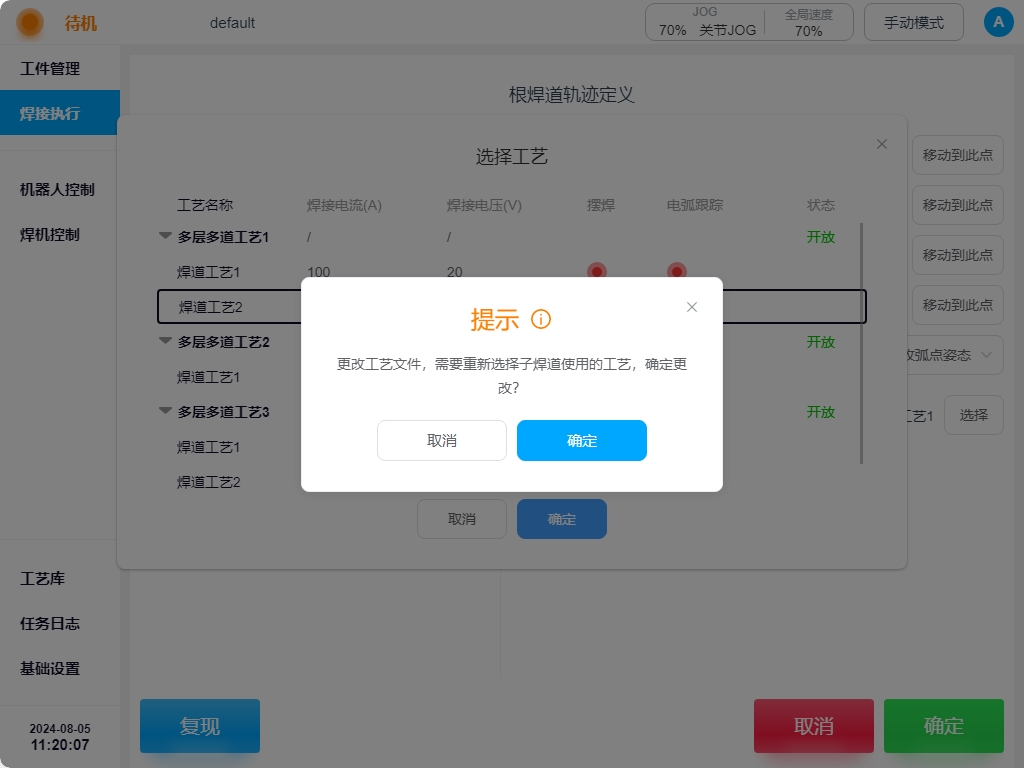
用户确认后,可选择其他组工艺文件,如选择“多层多道工艺2/焊道工艺1”,选择确认后并会清空其他焊道所选择的工艺文件, 如下图所示。
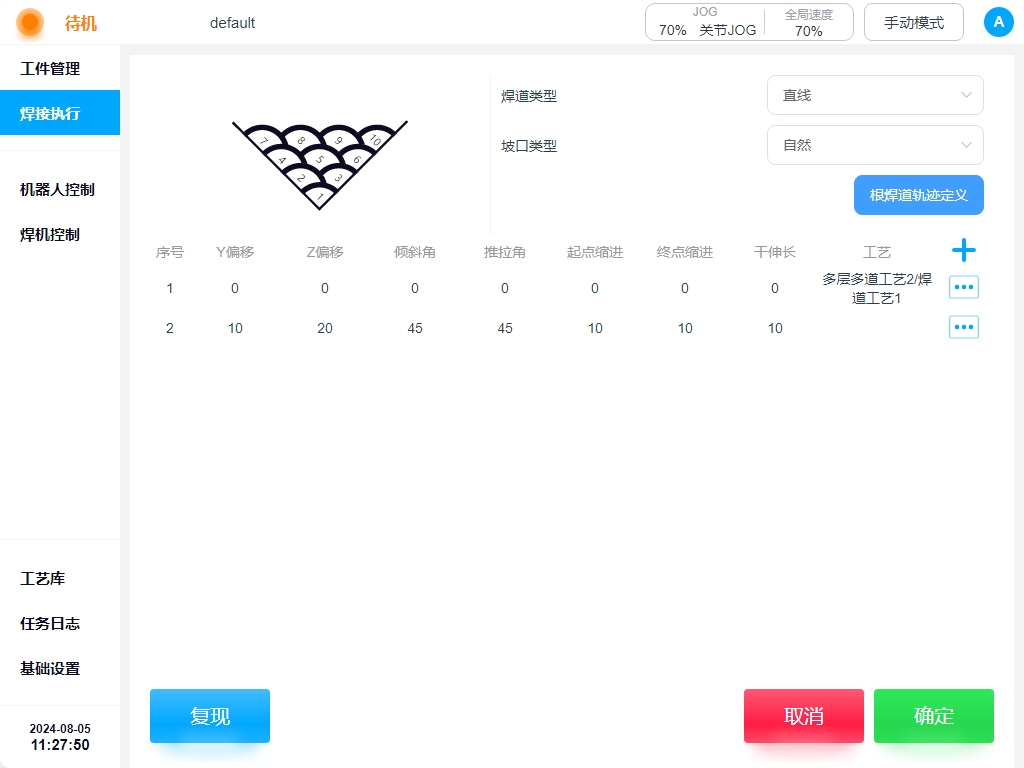
配置好焊道信息后,单击“确认”按钮返回焊接执行页面,如下图所示。

3.焊接任务#
焊接任务列表显示当前工件中的所有焊缝列表,按照添加的顺序显示。每道焊缝显示信息包括类型、焊缝名称、工艺文件、
是否与下一道连续、是否加工、状态以及焊缝任务操作图标。其中,加工默认都勾选,且连续的焊道只能同时勾选或者同时取消勾选;
焊道配置完成状态栏显示绿色状态灯,焊道配置未完成状态栏显示红色状态灯。单击焊接执行页面当前工件焊接任务列表中任意焊缝的操作
图标 ,弹窗显示如下。

编辑: 单击“编辑”会进入所选焊缝任务编辑页面,可对焊缝配置信息进行编辑。
删除: 单击“删除”会弹出确认对话框,确认后即可删除该条焊缝任务。
注意:如果被删除的焊缝与前后焊缝存在连续焊缝关系,会弹出提示对话框,提示有关联焊缝,删除后需要重新确定前后焊缝的点位
重命名: 单击“重命名”会弹出键盘,输入新的焊缝名称后,确定即可修改。
往前添加单道焊缝: 单击“往前添加单道焊缝”按钮,会弹出键盘,确认好焊缝名称, 进入新增单道焊缝任务编辑页面,焊缝配置信息确认后即可在当前焊缝任务之前新增一条单道焊缝任务。
往前添加多道焊缝: 单击“往前添加多道焊缝”按钮,会弹出键盘,确认好焊缝名称, 进入新增多道焊缝任务编辑页面,焊缝配置信息确认后即可在当前焊缝任务之前新增一条多层多道焊缝任务。
往后添加单道焊缝: 单击“往后添加单道焊缝”按钮,会弹出键盘,确认好焊缝名称, 进入新增单道焊缝任务编辑页面,焊缝配置信息确认后即可在当前焊缝任务之后新增一条单道焊缝任务。
往后添加多道焊缝: 单击“往后添加多道焊缝”按钮,会弹出键盘,确认好焊缝名称, 进入新增多道焊缝任务编辑页面,焊缝配置信息确认后即可在当前焊缝任务之后新增一条多层多道焊缝任务。
勾选要加工的焊缝后,单击焊接执行页面右下角的“开始”按钮开始执行焊缝任务。如果被勾选的焊缝有未完成配置的,会弹窗提示如下图所示。
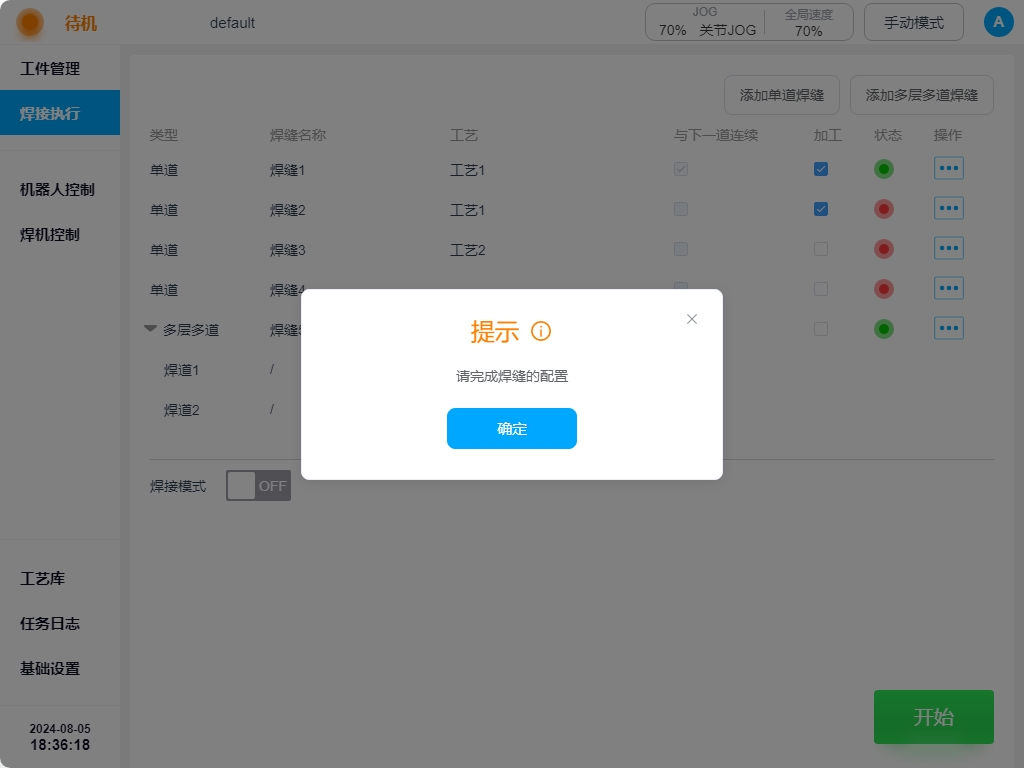
确认后,配置好被勾选加工的焊缝,即所有被勾选的焊缝的状态栏显示为绿色状态灯时,才可以进行焊接任务的执行。 焊接模式该参数启用时会起弧开启焊接,不启用时即为空跑轨迹进行焊接。如果执行过程中需要对部分参数进行微调,则需要打开焊接在线微调开关, 在“基础设置——焊接设置”页面的“启用在线微调”开关打开即可。在运行某条焊缝时,显示该焊缝应用的参数包括焊接电流、焊接电压、焊接速度、 左摆幅度、右摆幅度、摆动频率,如下图所示。
