


焊接工艺包V2简介#
焊接应用中,通常需要机器人与焊机直接通讯,以降低通讯延时,从而达到更好的焊接质量。
适配说明#
焊接工艺包V2安装前,需要保证机器人的软件版本适配,具体的:
机器人控制软件版本 |
V3.5.0及以上 |
机器人从站固件版本 |
V1.0.2及以上 |
机器人安全控制器版本 |
V2.1.0及以上 |
机器人的版本信息,可以在机器人上电后,在“关于”界面中查询到。
当前版本支持数字量通讯的焊机型号有:
焊机厂商 |
焊机型号 |
通讯协议 |
|---|---|---|
奥太 |
NBC-500RP Plus / NBC-350RL |
CAN |
通用重工 |
RB_P系列 |
CAN |
麦格米特 |
DeviceNet/CAN |
|
威尔泰克 |
DeviceNet |
|
合大 |
DeviceNet |
|
EWM |
DeviceNet |
|
松下 |
DeviceNet |
|
WECO |
Modbus TCP |
|
必高 |
CAN |
|
Kemppi |
Modbus TCP |
|
思倍睿 |
Modbus TCP |
|
伏能士 |
DeviceNet |
|
卡尔可鲁斯 |
DeviceNet |
焊机连接#
焊接电源可以选择数字通讯和模拟量通讯,根据实际需求进行选择
数字量通讯#
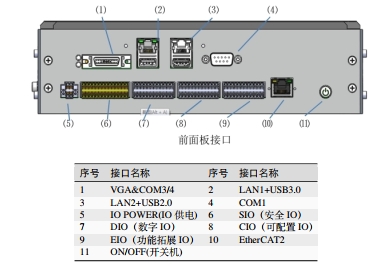
使用CAN通讯时,需要参考《协作机器人用户手册(硬件部分)》,与焊机说明书,将两者的CAN通讯接口对接, 机器人控制柜CAN端口内部已接了120Ω的终端电阻。不需要另外接电阻。 以适配奥太NBC-500RP Plus / NBC-350RL系列焊机为例:
1、查询《协作机器人用户手册(硬件部分)》,找到CAN通讯接口,如下图所示:

从表格中可知,CAN通讯使用引脚11,18,20。
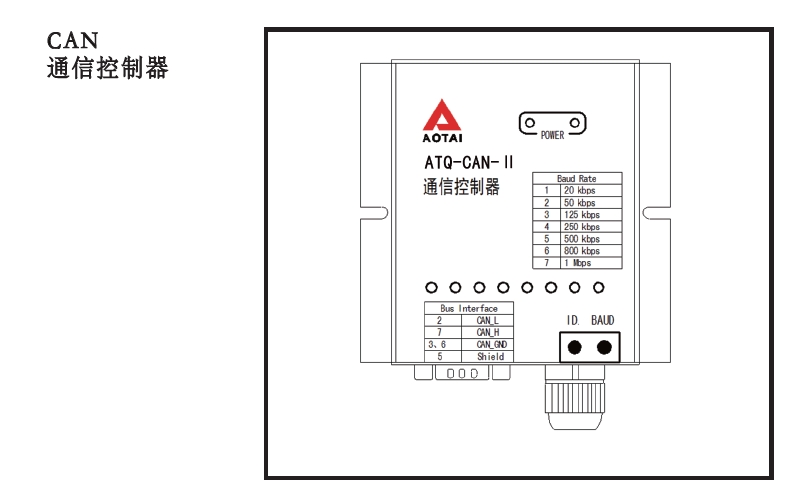
2、 查询焊机说明书,找到焊机侧CAN通讯接口,如下图所示:
3、 根据机器人与焊机说明书所述,将焊机通讯线2号针对应线路与机器人拓展接口第18号引脚相接, 将7号针对应线路与机器人拓展接口第20号引脚相接。将3/6号针对应线路与机器人拓展接口第11号引脚相接,完成接线。
模拟量通讯#
接线说明#
多可协作机器人与焊接电源进行模拟量通讯连接时,需要配置两组继电器,根据实际使用的功能选择继电器组的数量。具体的接线方式根据焊接电源端口类型不同,接线方式有区别。具体如下:
焊接电源端口类型为PNP时,接线方式如下图:
焊接电源端口类型为NPN时,接线方式如下图:
焊机电源给定焊接电流和焊接电压接入机器人控制器0-10V模拟量电压输出接口(AO接口)
焊机电源返回的实际电流和实际电压接入机器人控制器模拟量电压输入接口(AI接口)
机器人端IO对应表如下
端子名称 |
端口名称 |
接入说明 |
DIO |
DI1(5号接口) |
起弧成功信号 |
DI2(7号接口) |
准备信号 |
|
DI3(9号接口) |
寻位成功信号 |
|
DO1(6号接口) |
起弧信号 |
|
DO2(8号接口) |
送丝信号 |
|
DO3(10号接口) |
退丝信号 |
|
DO4(12号接口) |
气体检测信号 |
|
DO5(14号接口) |
机器人准备就绪 |
|
DO6(16号接口) |
寻位使能 |
|
DO7(18号接口) |
JOB1信号 |
|
DO8(20号接口) |
JOB2信号 |
|
CIO |
DO9(6号接口) |
JOB3信号 |
EIO |
AI1(1号接口) |
焊接电流 |
AI2(3号接口) |
焊接电压 |
|
AO1(5号接口) |
给定电流 |
|
AO2(7号接口) |
给定电压 |
软件操作#
进入“基础设置”——“焊机配置”页面,通讯方式选择“模拟量通讯”,点击右下角“连接”按钮生效

点击“IO对应表”, 进入IO对应表页面,可以查询IO信号对应情况,以及状态
点击“线性化”设置,点击“编辑”按钮,设定焊接电流电压与模拟量的对应关系
设定完成后,模拟量通讯设定结束。可在焊接工艺包执行焊接操作,工艺参数等信息可以在工艺库直接设定。
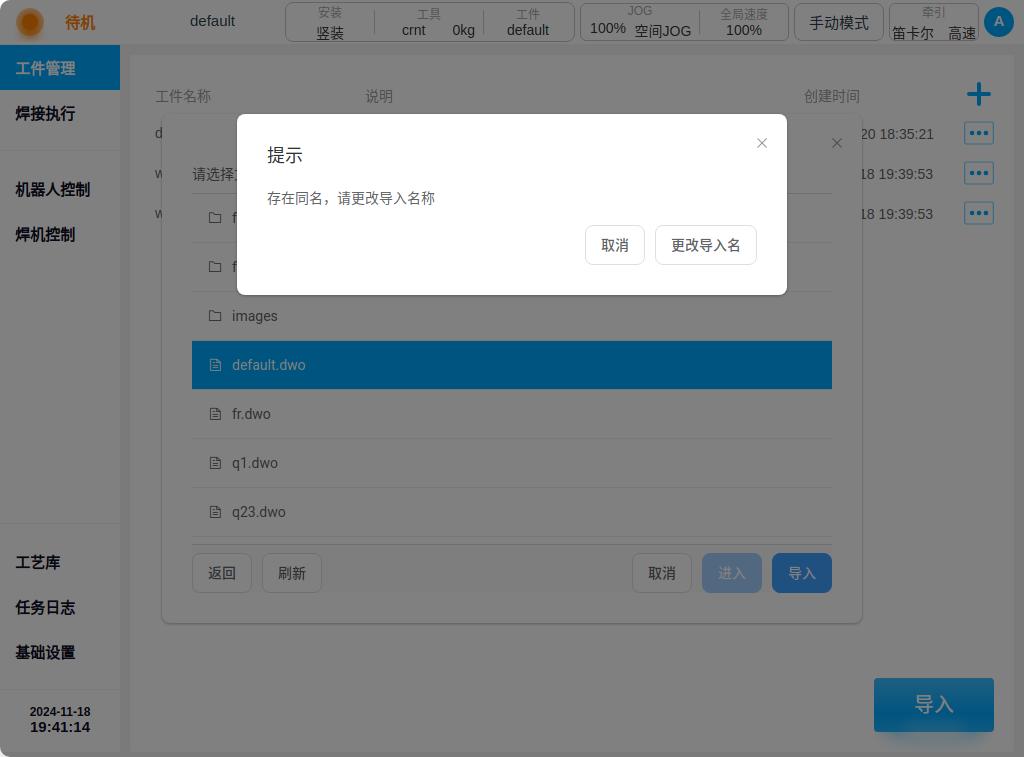
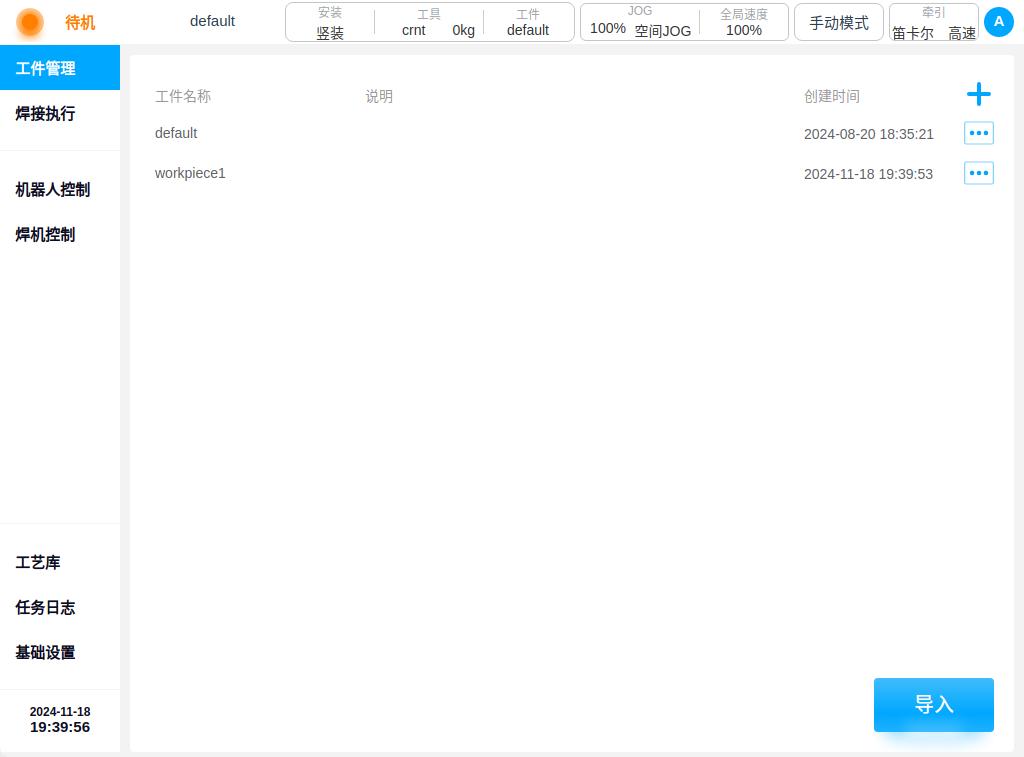
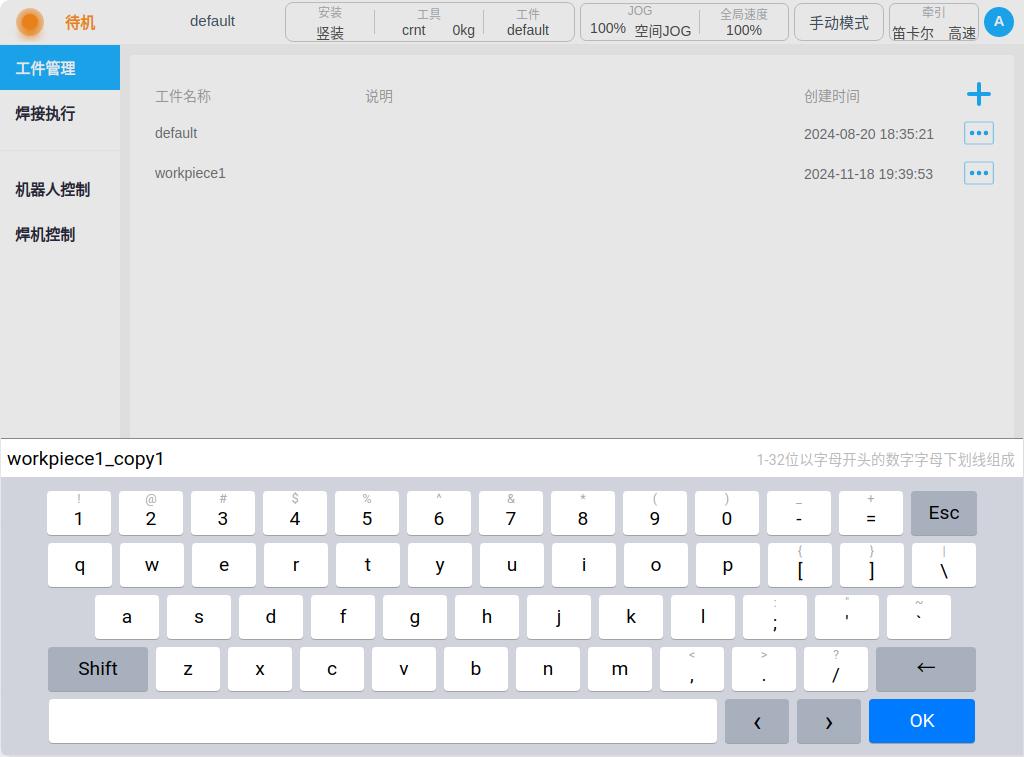
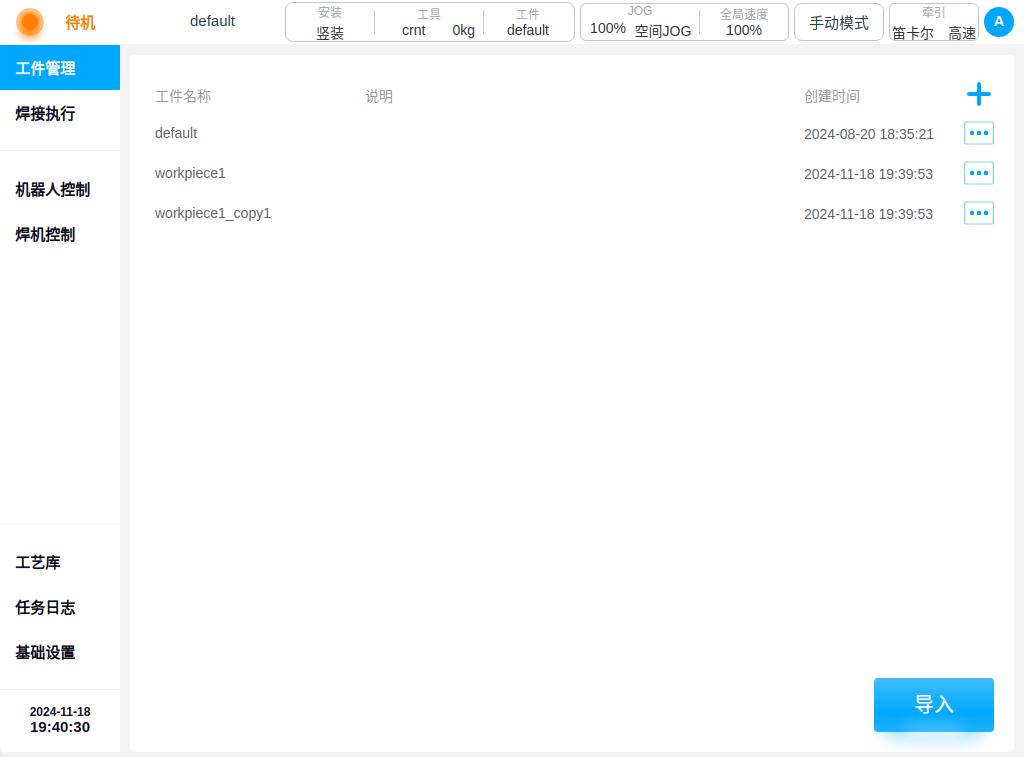
安装与卸载#
焊接工艺包V2插件包文件为“weld.plugin”,安装步骤如下所示:
1.将焊接工艺包V2插件包放入U盘,U盘要求格式为FAT32。
2.机器人系统启动后,在机器人控制柜上,USB接口处插入U盘。
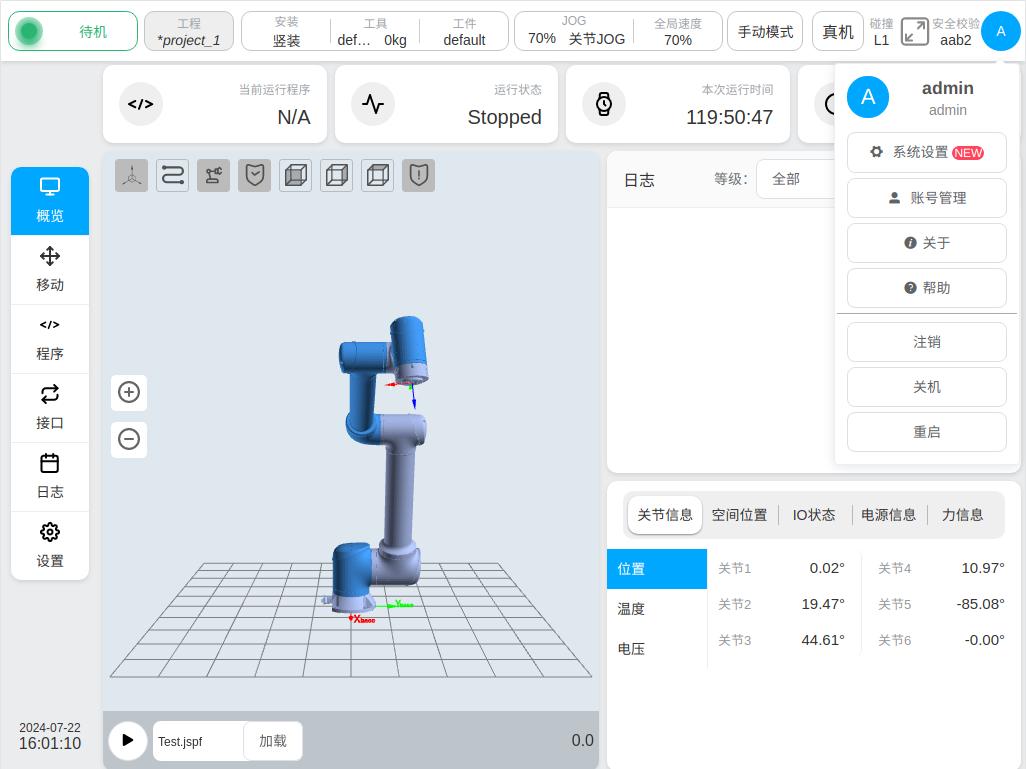
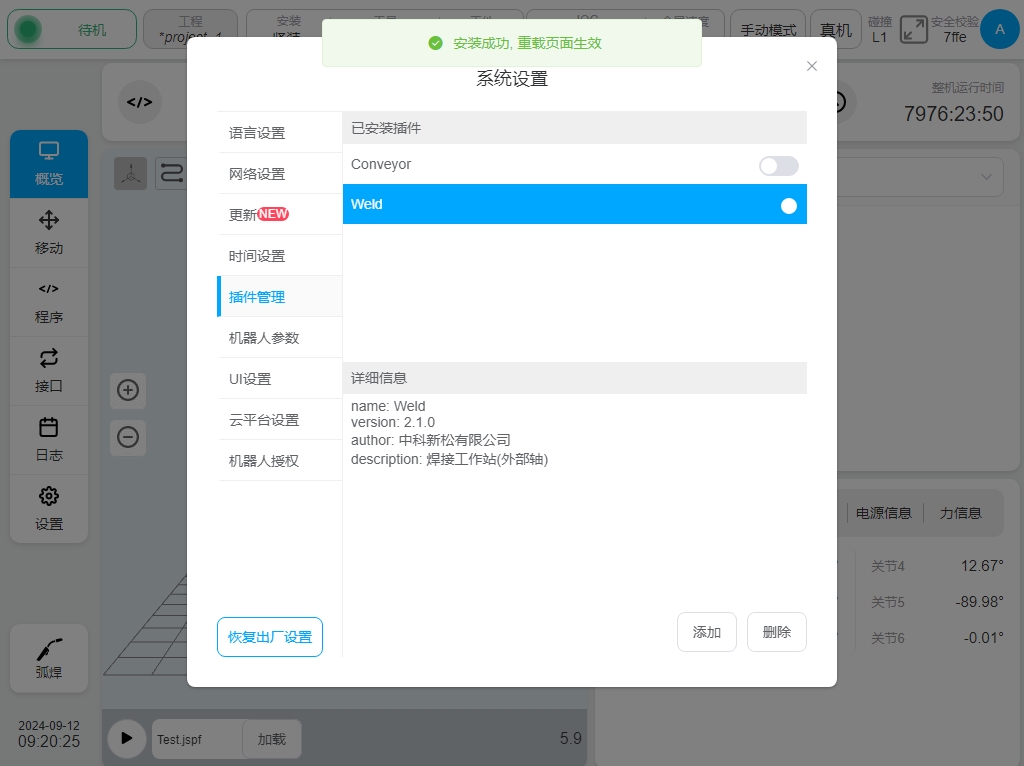
3.使用admin账户登录机器人系统,点击用户头像,选择系统设置。
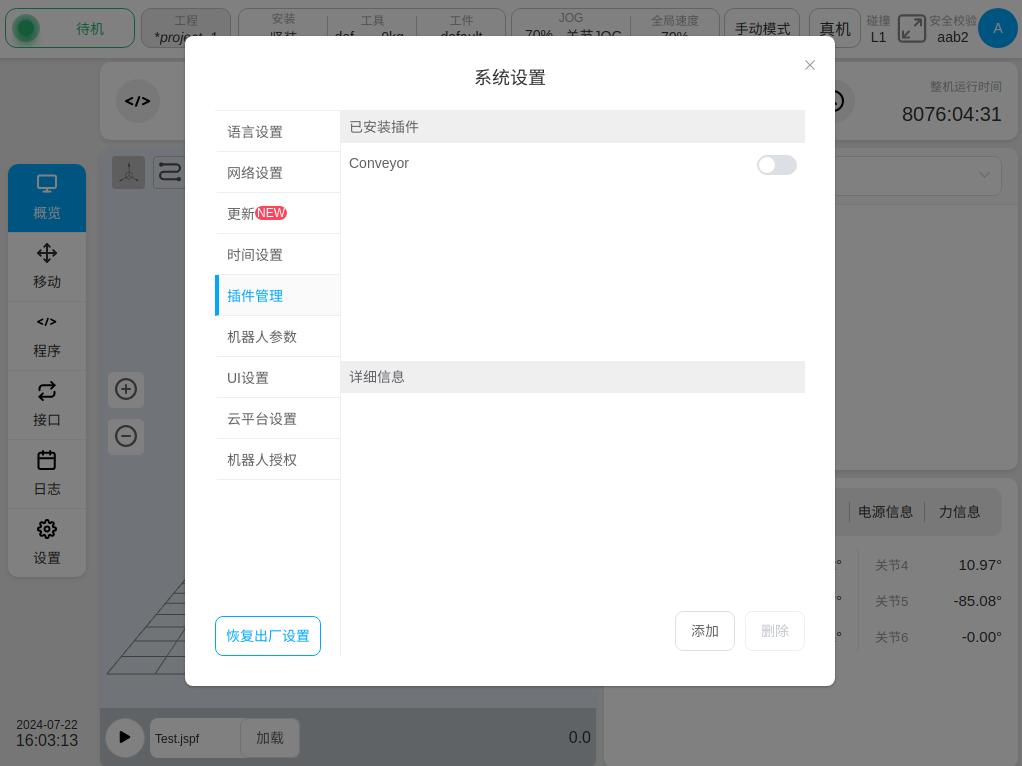
4.选择插件管理功能,点击添加按钮。
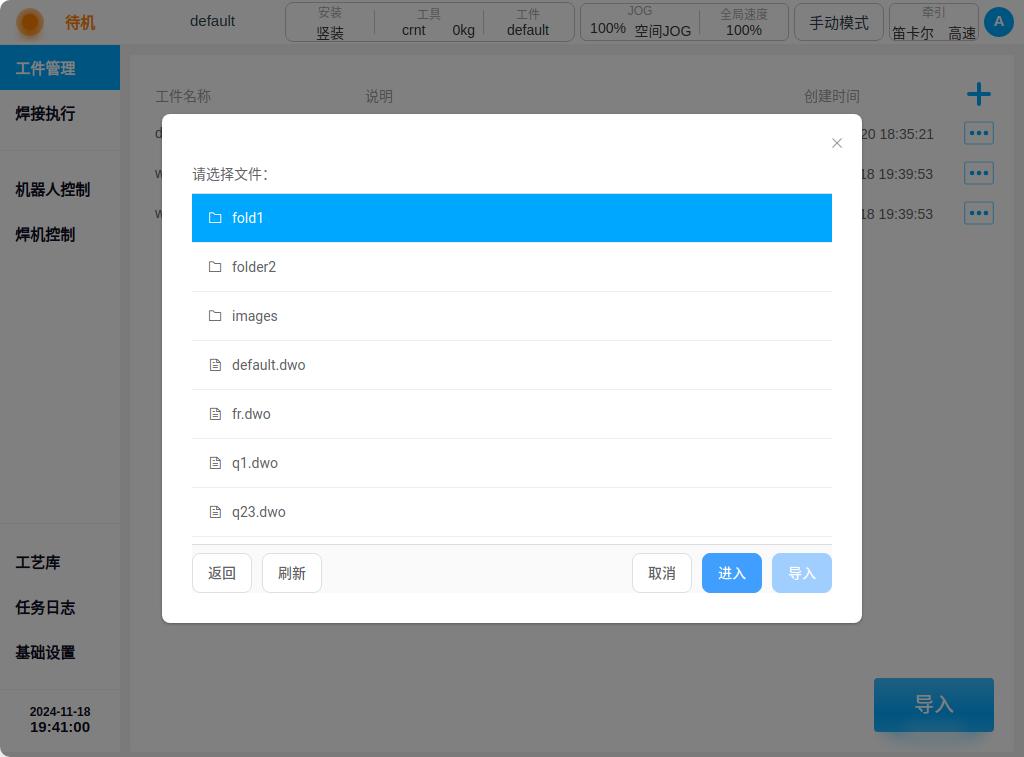
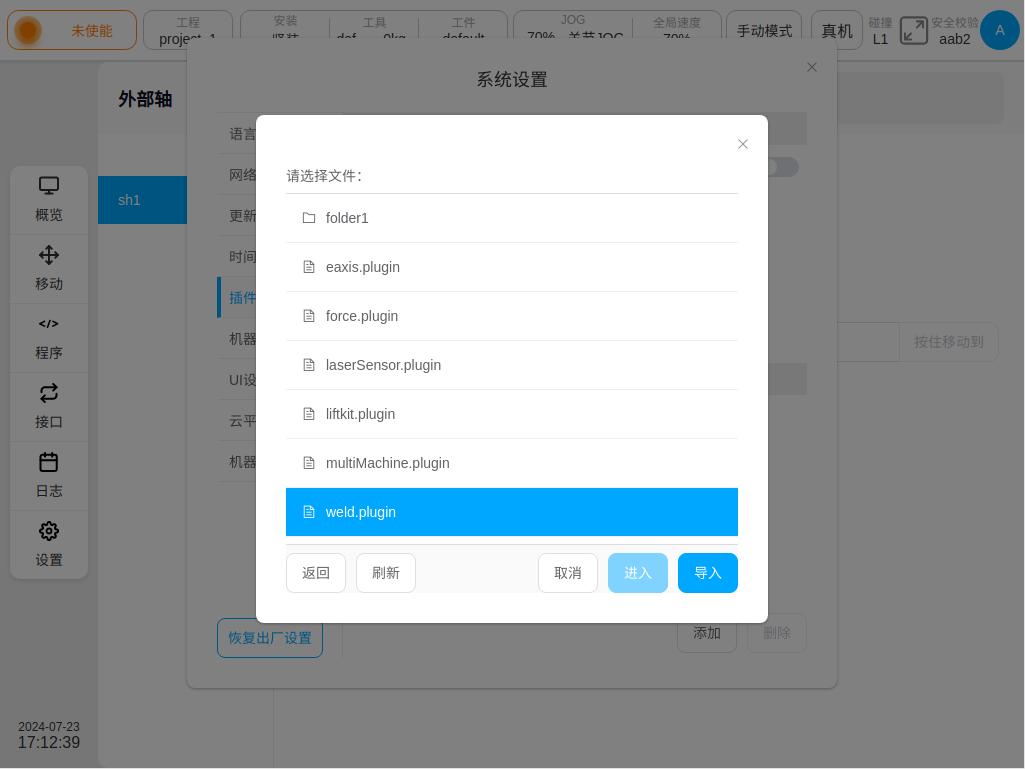
5.选择U盘并从文件列表中,找到并选择“weld.plugin”插件包。
6.插件包安装完成后,如下图所示,页面上方会弹窗显示插件包安装成功。 且选中已安装插件区域里该插件包,页面下方详细信息会显示当前插件包的名称,版本等内容。
7.焊接工艺包V2安装完成后,将在主页面的左下方,出现工艺包设置入口。
8.点击此工艺包设置入口按钮,即可进入焊接工艺包V2登录页面。
9.点击登录按钮,即可进入焊接工艺包V2,如下图所示。

10.已安装好的焊接工艺包V2,进入系统设置-插件设置页面,可以通过关闭使能信号的方式,暂时失效。 或者点击删除按钮,将插件包彻底删除。
