


工艺库#
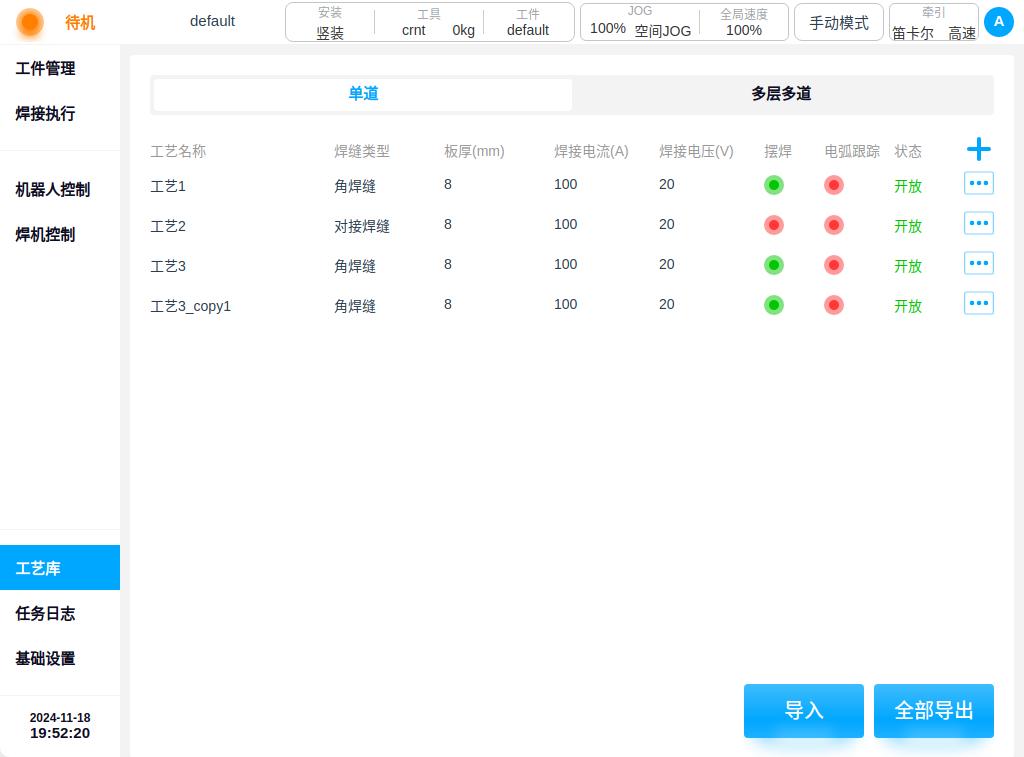
单击导航栏中“工艺库”进入工艺库页面,默认进入单道工艺列表子页面,如下图所示。
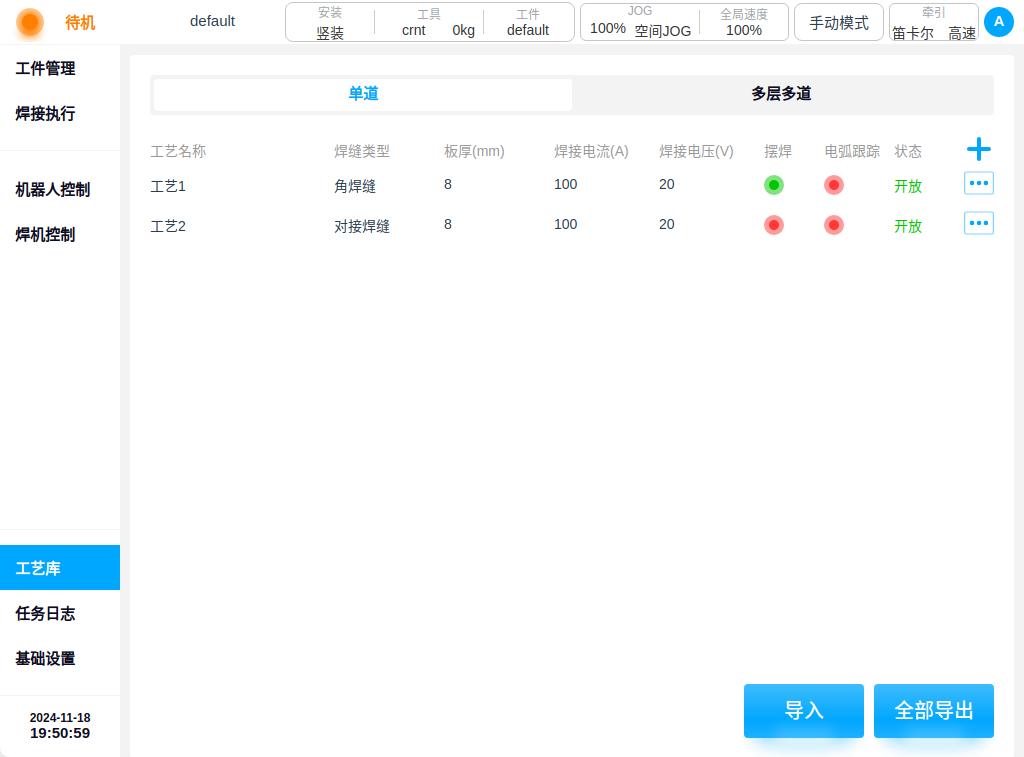
工艺库页面用来管理当前激活工程内所有工艺文件。工艺类型有单道工艺和多层多道工艺两种。 工艺列表主要显示工艺名称、焊缝类型/坡口类型、板厚、焊接电流、焊接电压、是否开启摆焊、是否开启电弧跟踪、文件状态 及工艺文件操作图标和按钮。其中,单道工艺显示焊缝类型,多层多道工艺显示坡口类型; 焊接电流单位为A,焊接电压单位为V,文件状态包括开放和锁定两种。
单道工艺#
在单道工艺列表子页面,单击图标  弹出键盘,默认生成工艺名“工艺X”,如下图所示。
弹出键盘,默认生成工艺名“工艺X”,如下图所示。

工艺名也可以用户自定义进行修改。若不需要修改,选择默认生成的工艺名称,单击键盘“OK”按键, 进入该工艺编辑页面如下图。
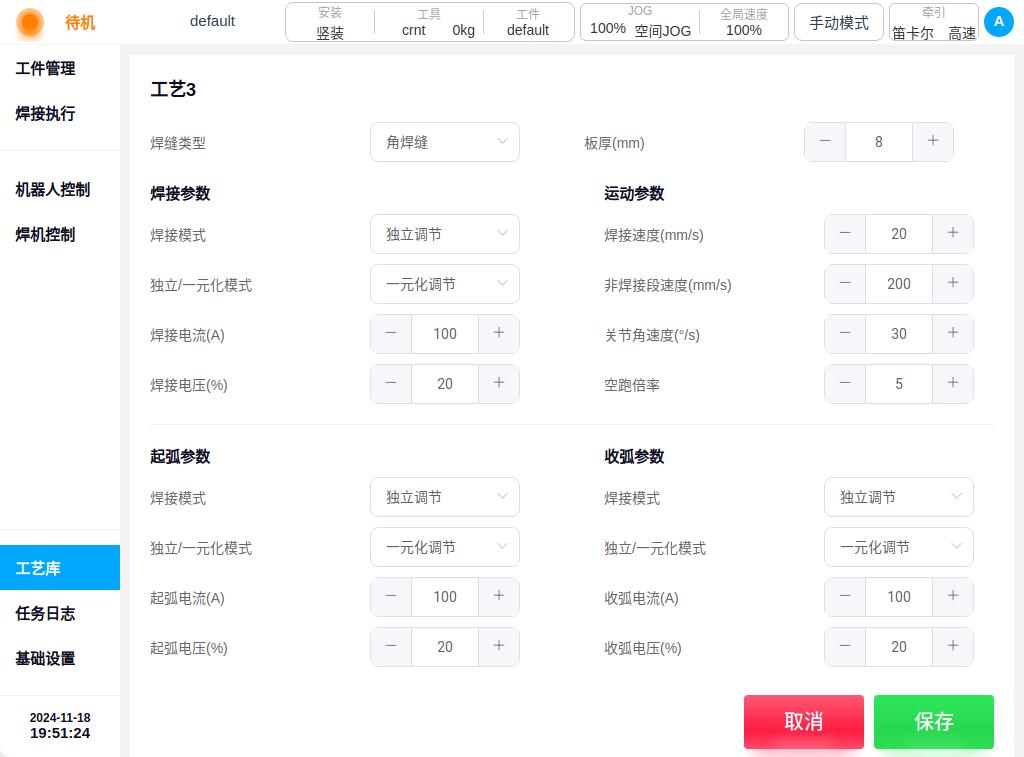
工艺参数编辑页面主要包含以下部分:焊缝类型、板厚、焊接参数、运动参数、起弧参数、收弧参数、回烧参数、摆焊设置以及电弧跟踪设置。
焊缝类型:单道焊缝类型有角焊缝、对接焊缝以及搭接焊缝;
板厚:焊件板材厚度;
焊接参数
焊接模式:用于设置焊机的工作模式,可选工作模式取决于使用的焊机
独立/一元化模式:独立模式是焊接电流电压分别给定;一元化模式是焊接电压由焊机根据电流自动匹配,可以指定电压的调整大小;
Note
注意:对于奥太焊机,请在焊机上设置
焊接电流:焊接过程中电流值,单位为A;
焊接电压:焊接过程中电压值,单位为V;
运动参数
焊接速度:焊接过程中焊枪运行速度;
非焊接段速度:非焊接过程中焊枪运行速度;
空跑倍率:不开启焊接使能情况下焊接速度倍率;
起弧参数
焊接模式:用于设置焊枪起弧阶段的工作模式,包括:恒压模式、脉冲模式、JOB模式和低飞溅模式四种;
独立/一元化模式:独立模式是焊接电流电压分别给定;一元化模式是焊接电压由焊机根据电流自动匹配,可以指定电压的调整大小;
Note
注意:对于奥太焊机,请在焊机上设置
起弧电流:起弧阶段焊接电流值,单位为A;
起弧电压:起弧阶段焊接电压值,单位为V;
预送气时间:起弧前开始送保护气的时间,单位为ms;
起弧时间:起弧成功后使用起弧参数焊接的时间;
起弧暂停时间:起弧成功后机器人在起弧点原地停留的时间;
起弧检测时间:从发送起弧指令到电弧产生的最大检测时间。若此时间内未检测到起弧。将根据“起弧重复次数”进行再起弧;
起弧重复次数:检测到未起弧后,再进行起弧的次数。
收弧参数
焊接模式:用于设置焊枪收弧阶段的工作模式,包括:恒压模式、脉冲模式、JOB模式和低飞溅模式四种;
独立/一元化模式:独立模式是焊接电流电压分别给定;一元化模式是焊接电压由焊机根据电流自动匹配,可以指定电压的调整大小;
Note
注意:对于奥太焊机,请在焊机上设置
收弧电流:收弧阶段焊接电流值,单位为A;
收弧电压:收弧阶段焊接电压值,单位为V;
延迟送气时间:指所有焊接工作完成后延迟停机和送气的时间;
收弧时间:开始收弧后以收弧参数焊接的时间;
收弧暂停时间:收弧后机器人在收弧点原地停留的时间;
回抽焊丝时间:收弧后回抽焊丝的时间;
收弧再起弧:启用该功能后,将在收弧后再次起弧来填充弧坑,启用时,可以定义延迟时间和起弧时间
回烧参数
回烧参数启用按钮:用于是否启用回烧;
回烧时间:回烧参数回烧时间;
摆焊设置
摆焊设置启用按钮:用于是否启用摆焊;
摆动方式:摆焊类型有三角、正弦、圆弧、梯形、‘8‘字共5种;
参考平面:摆焊过程参考的平面可选项为:工具XOY、工具XOZ、工具YOZ、工件XOY、工件XOZ、工件YOZ;
摆动频率:设置摆焊过程中频率,单位HZ;
摆动振幅:设置摆焊过程中振幅,单位为m;
左停留时间:仅摆焊方式选为正弦或梯形时,才需配置的参数,单位ms;
右停留时间:仅摆焊方式选为正弦或梯形时,才需配置的参数,单位ms;
主路径同步停留:仅摆焊方式为正弦或梯形时,才需要配置的参数,默认为不勾选;当勾选该参数时,能够在左右停留过程中,机器人运动主路径也同时停止;
电弧跟踪设置
电弧跟踪启用按钮:用于是否启用电弧跟踪;
类型:电弧跟踪的方式,可选项有结束清除路径信息、结束保留路径信息、使用记录的路径信息;
补偿方向:设置电弧跟踪补偿方向,可选项Y方向或Z方向,即左右方向或上下方向;
基准电流(A):电弧跟踪参考电流数据值,单位A,默认值为20;
最大补偿距离限制Y(mm):Y方向最大补偿距离值,单位mm,默认值100;
最大补偿距离限制Z(mm):Z方向最大补偿距离值,单位mm,默认值100;
循环队列系数:数据采集长度系数,K个摆动周期内不进行跟踪,单位为次,默认值为2;
滞后时间:电流反馈数据滞后时间,焊机不同,滞后时间不同,单位为ms,默认值为165;
跟踪开始时间:延迟跟踪时间,避免起弧开始阶段电流不稳,影响跟踪效果,单位为ms,默认值为2000;
Y方向敏感系数:调节Y方向纠偏能力的参数,默认值为0.5,推荐敏感系数设置:0.3-1.0;
Z方向敏感系数:调节Z方向纠偏能力的参数,默认值为0.5,推荐敏感系数设置:0.3-1.0;
电流差常量:默认值为12,用于跟踪算法的常数,焊丝直径1.2mm时默认为12;
电流差设定值:默认值为2,用于电流差在设定值范围内不进行纠偏;
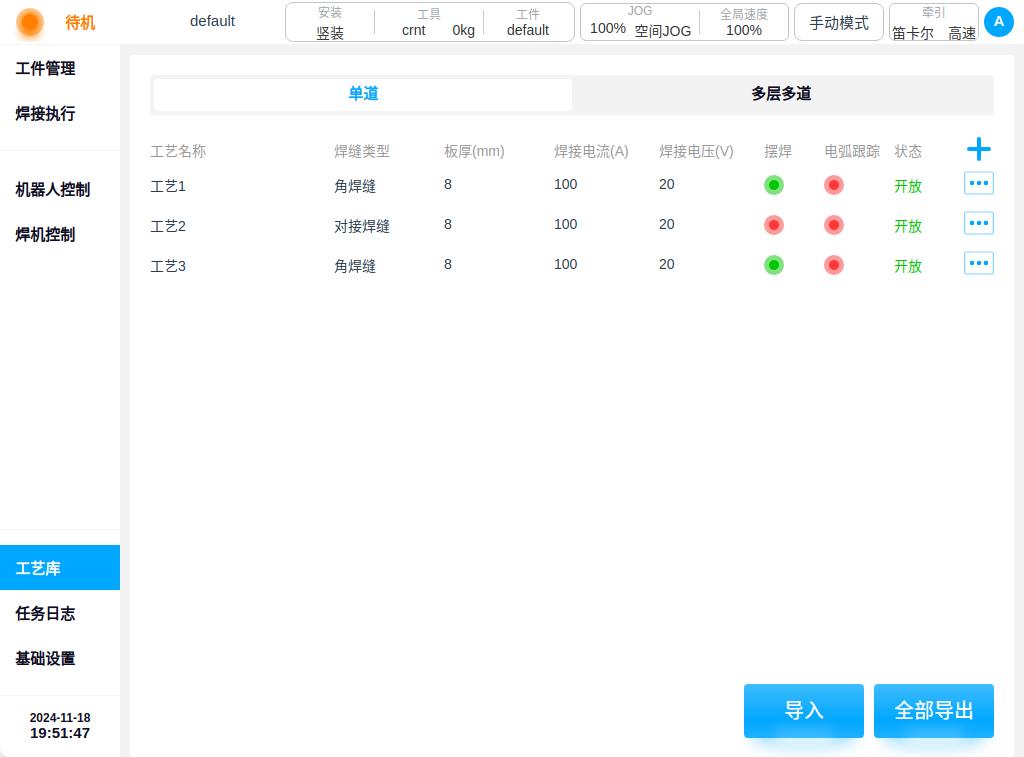
设置好工艺参数后,单击编辑页面右下角“保存”按钮即可回到工艺列表页面,如下图所示。
单击工艺列表任意工艺的操作图标  ,弹窗显示如下。
,弹窗显示如下。
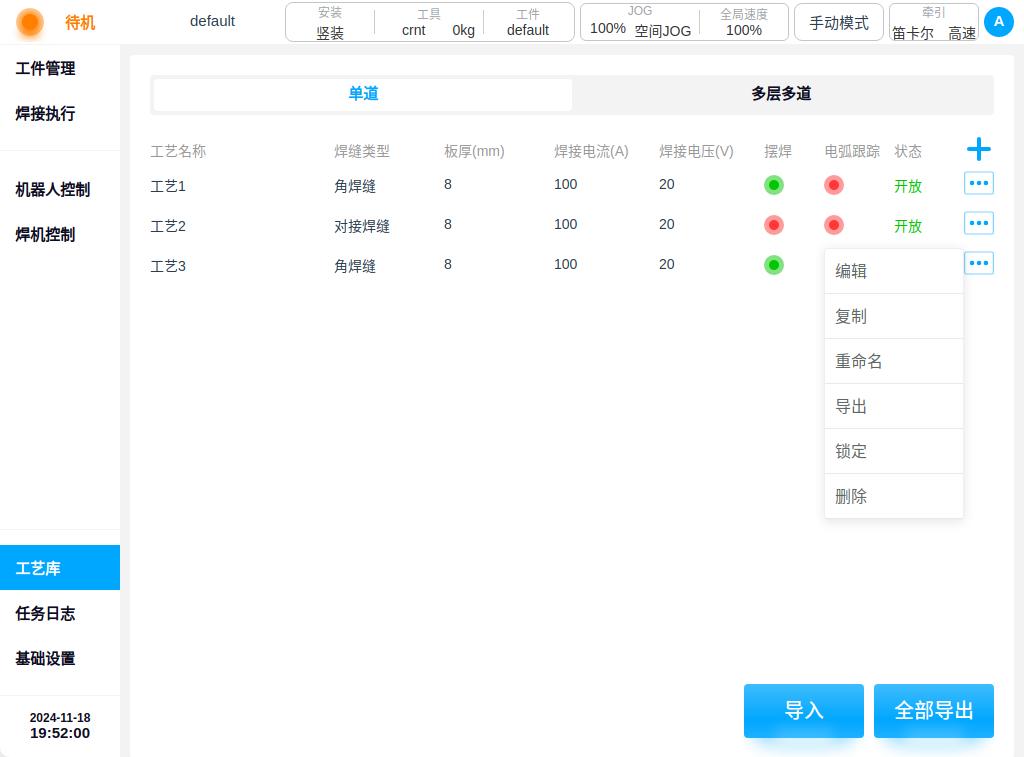
工艺操作功能:
导出: 单击“导出”可以将工艺文件导出到U盘上。
复制: 单击“复制”会弹出键盘,被复制的工艺名称默认将在后面加“_copyxx”后缀,如下图所示。 用户也可以根据工艺文件命名规则进行修改重命名。

单击键盘“OK”按键即可复制成功,显示如下。
重命名: 单击“重命名”会弹出键盘,输入新的工艺名称后,确定即可修改。
编辑: 单击“编辑”会进入所选工艺文件的参数编辑页面,可对其参数进行编辑。
锁定/开放: 可以对工艺文件进行锁定或开放操作。
Note
注意:只要高级模式才有该操作
删除: 单击“删除”会弹出确认对话框,确认后即可删除该工艺文件。
Note
注意:已被锁定的工艺不能删除
多层多道工艺#
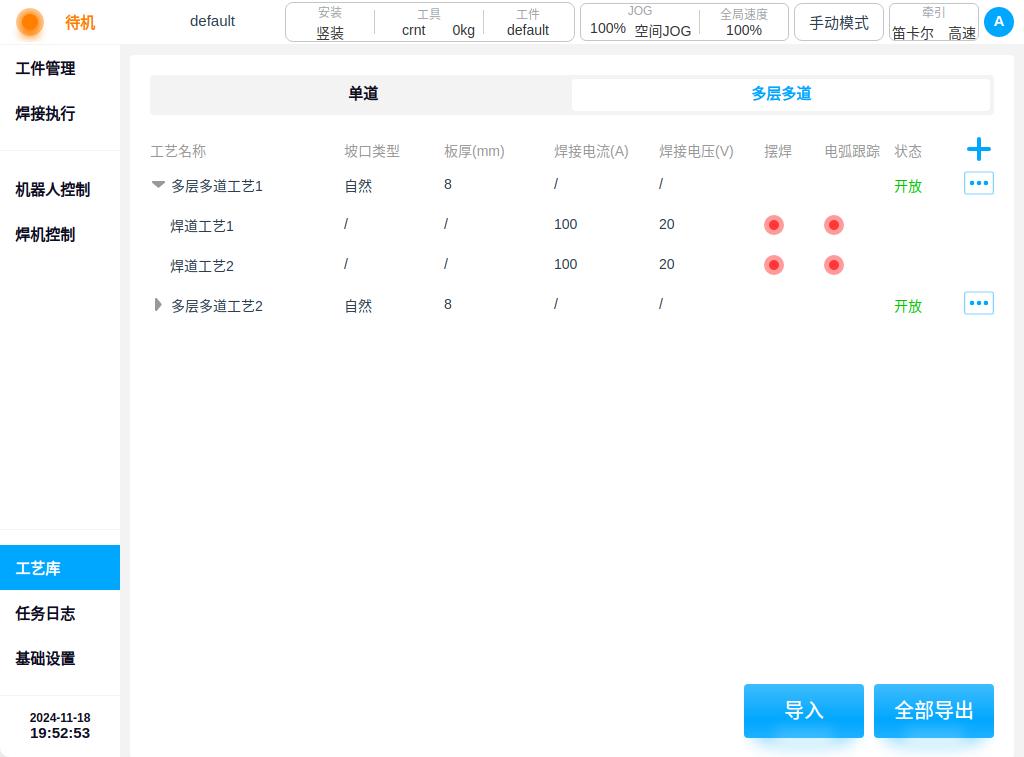
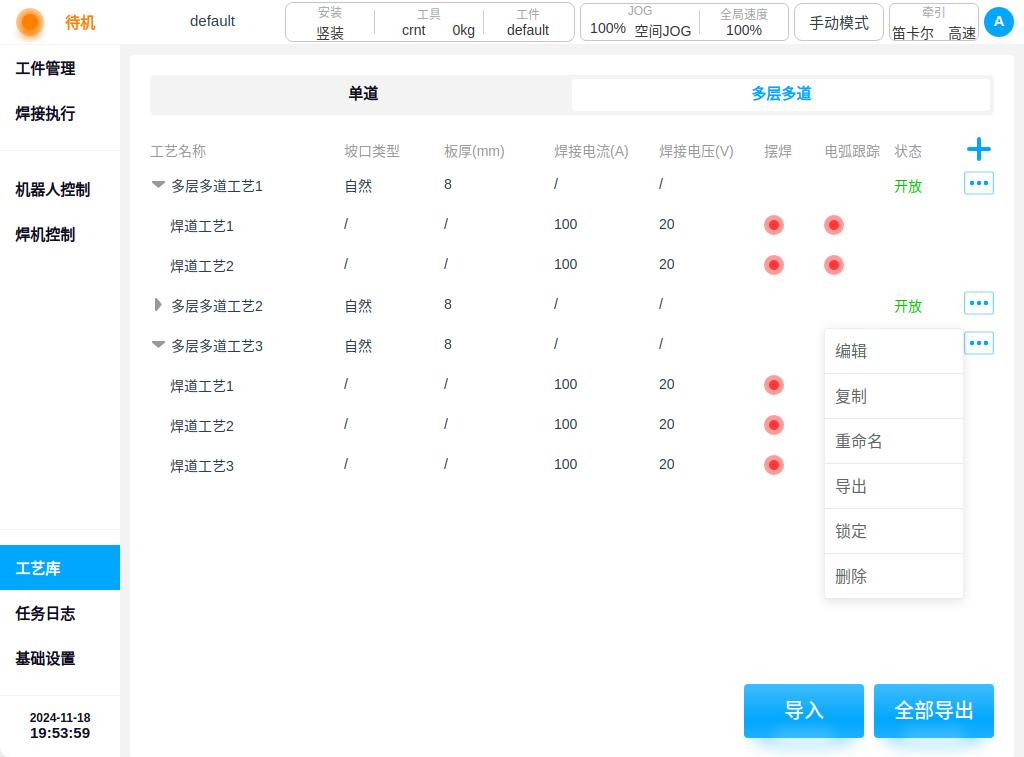
单击工艺库页面上方“多层多道”标签进入多层多道工艺列表子页面,如下图所示。

多层多道工艺是包含多个焊道工艺的组合,在工艺列表中创建的是组合工艺。一个多层多道工艺是多个焊道工艺的组合。
单击图标  可对多层多道工艺包含的多个焊道工艺进行展开,单击图标
可对多层多道工艺包含的多个焊道工艺进行展开,单击图标  对其进行折叠,如下图所示。
对其进行折叠,如下图所示。
单击图标 弹出键盘,默认生成工艺名“多层多道工艺X”,如下图所示。
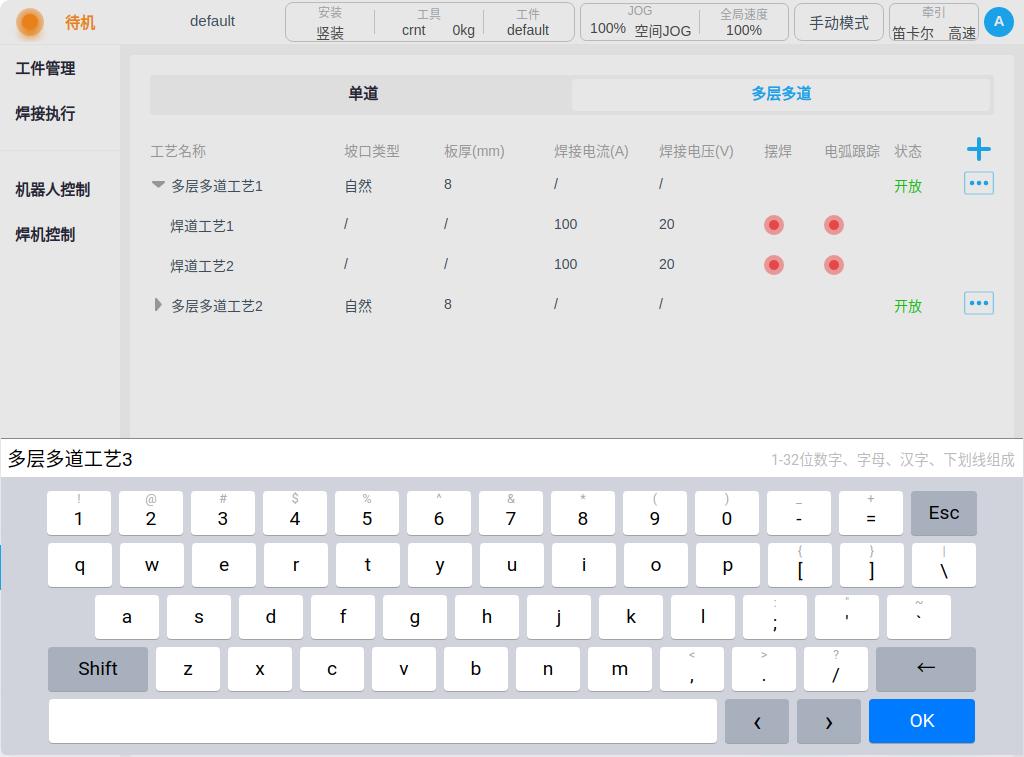
同样地,工艺名也可以用户自定义进行修改。若不需要修改,选择默认生成的工艺名称,单击键盘“OK”按键, 进入该工艺编辑页面如下图。

多层多道工艺编辑页面工艺参数种类同单道工艺参数种类,此处不累述。不同的是,多层多道工艺需配置坡口类型,
其种类有自然、单V、V型、陡边坡口、U型坡口、单陡边坡口、J型坡口共七种可选。
单击页面上方 图标可以添加一个新的焊道工艺,焊道工艺名称默认生成“焊道工艺x”,工艺参数种类同上,如下图所示。

用户根据需求可通过 图标按序增加多个焊道工艺,可以通过  和
和  图标,切换到不同焊道工艺编辑对应焊道的工艺参数,
编辑好工艺参数后,单击“保存”按钮即可回到工艺列表页面。用户也可以通过单击某个焊道工艺编辑页面的“删除”按钮,删除该焊道工艺。
如:新建的“多层多道工艺3”添加了3个焊道工艺,如下图所示。
图标,切换到不同焊道工艺编辑对应焊道的工艺参数,
编辑好工艺参数后,单击“保存”按钮即可回到工艺列表页面。用户也可以通过单击某个焊道工艺编辑页面的“删除”按钮,删除该焊道工艺。
如:新建的“多层多道工艺3”添加了3个焊道工艺,如下图所示。
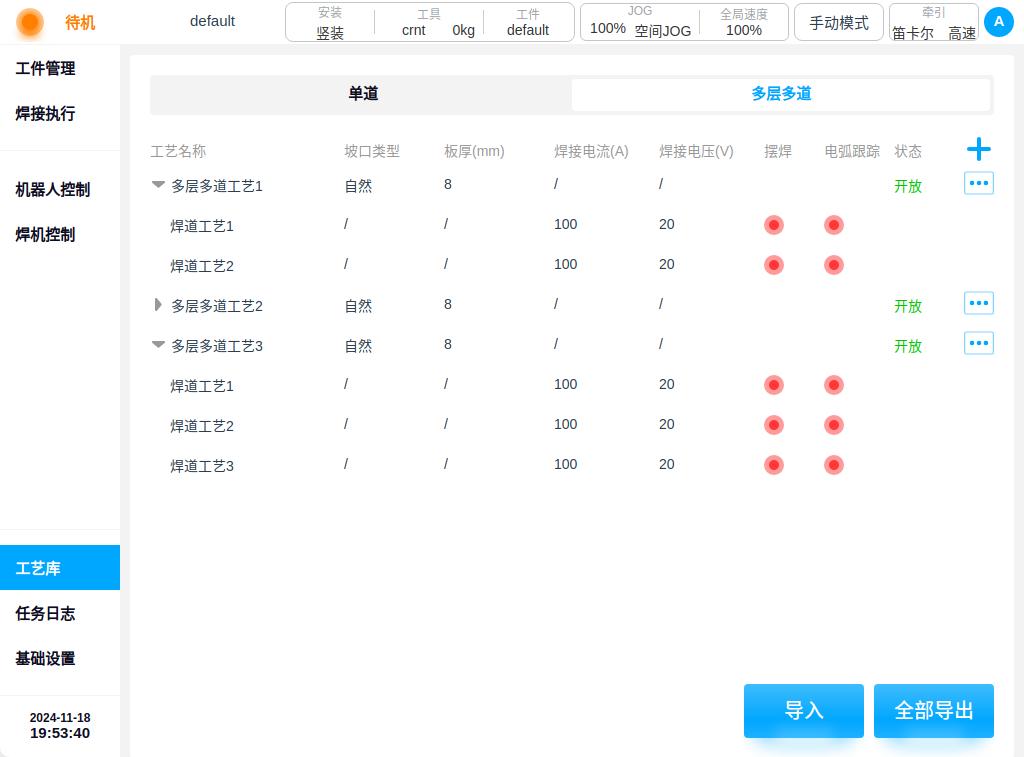
同样地,单击任意多层多道工艺列表 图标,弹窗如下图所示。多层多道工艺的操作功能参考单道工艺操作功能说明,此处不累述。
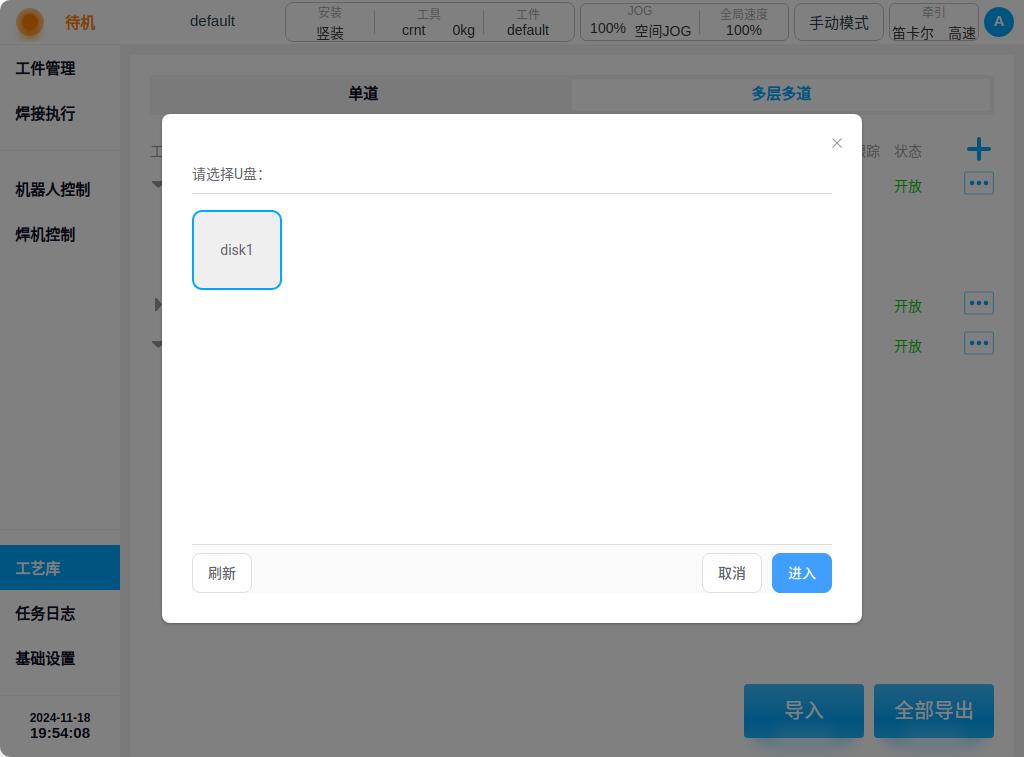
单击工艺库页面右下角“导入”按钮,弹出显示当前控制柜上挂载的USB储存设备的窗口,如下图所示。
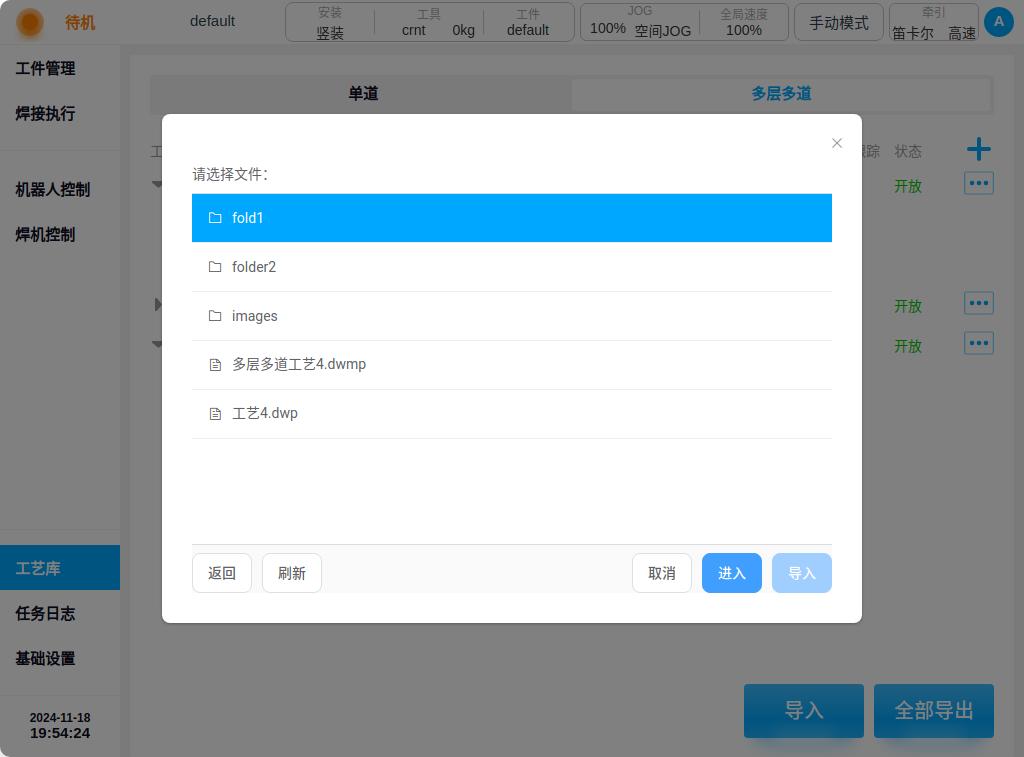
选择一个设备,页面上显示该设备中的文件夹和符合条件的文件。其中,单道工艺文件压缩包后缀名为dwp, 多层多道工艺文件压缩包后缀名为dwmp,如下图所示。选中一个文件,点击“导入”按钮,则会将该文件导入到控制柜中。
当导入文件时,检查到导入文件与控制柜上的工件重名,则会弹出重命名提示框。如选择单道工艺压缩包“工艺1.dwp”,弹窗如下图。
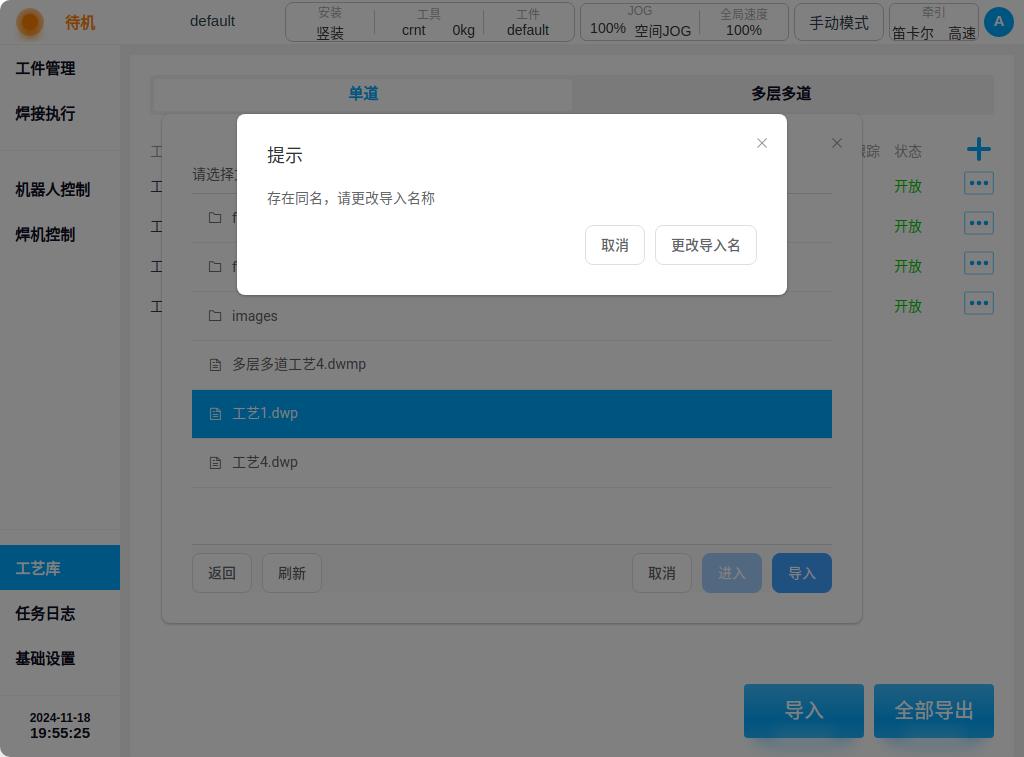
点击“更改导入名”按钮,弹出键盘,输入新的工件名称,如输入“pro_test”,导入成功后会在单道工艺列表子页面显示如下。

同样地,如果用户选择的是多层多道工艺压缩包导入成功后将会在多层多道工艺列表子页面新增一条多层多道工艺信息显示。
单击工艺页面右下角“全部导出”按钮,弹出显示当前控制柜上挂载的USB储存设备窗口,选择导出位置,点击“导出”按钮, 则会将单道工艺和多层多道工艺所有工艺文件压缩打包导出到USB设备中,导出压缩包被命名为“processLib.plib”。