


力控牵引模块#
确认物料清单#
序号 |
物料名称 |
数量 |
|---|---|---|
1 |
尼龙绝缘板 |
1 |
2 |
转接法兰板 |
1 |
3 |
紧固配件包 |
9* |
4 |
沉头螺母的焊枪支架组件 |
1 |
5 |
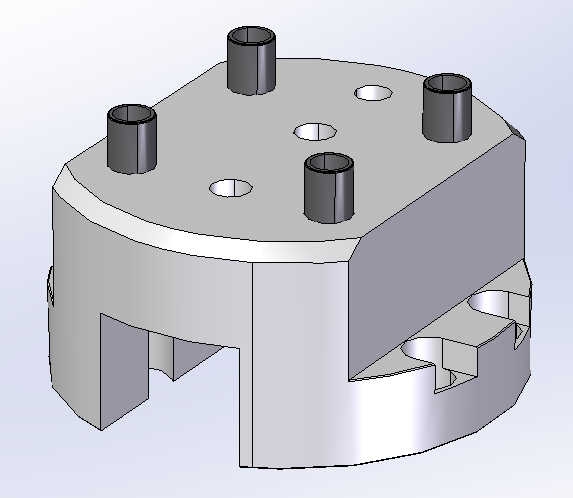
力控牵引模块 |
1 |
*紧固配件包:4*M4×20内六角螺钉+4*M4配套绝缘螺钉套+1*φ6×20塑料绝缘销钉。
安装前的准备#
1)拆除机器人末端上安装的组件;
2)正确安装力控和焊枪插件,配置好焊接工作环境;
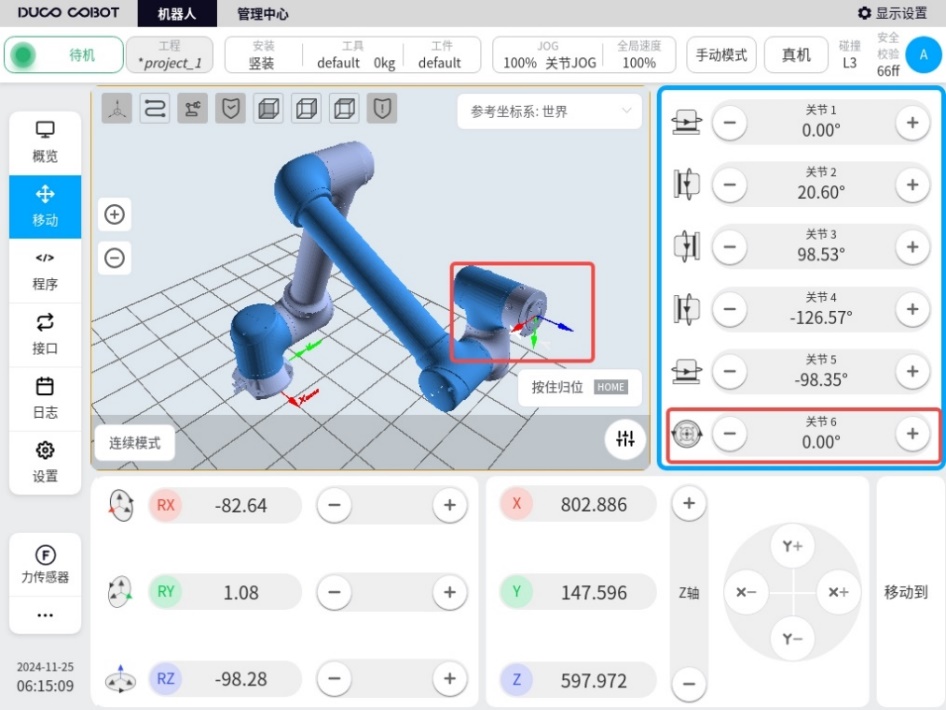
3)JOG机器人,使机器人末端处在方便安装的位置;
4)机器人断电。
焊枪支架及转接法兰的安装#
1)在T型法兰4个大孔中分别放入一个M6绝缘销钉套;
2)利用一个φ4X10mm销钉和两个M8螺钉衬套,将焊枪支架安装在T型法兰对应的安装孔上,注意紧固两颗螺钉,焊枪支架的安装方向朝向T型法兰安装孔偏心的反侧。
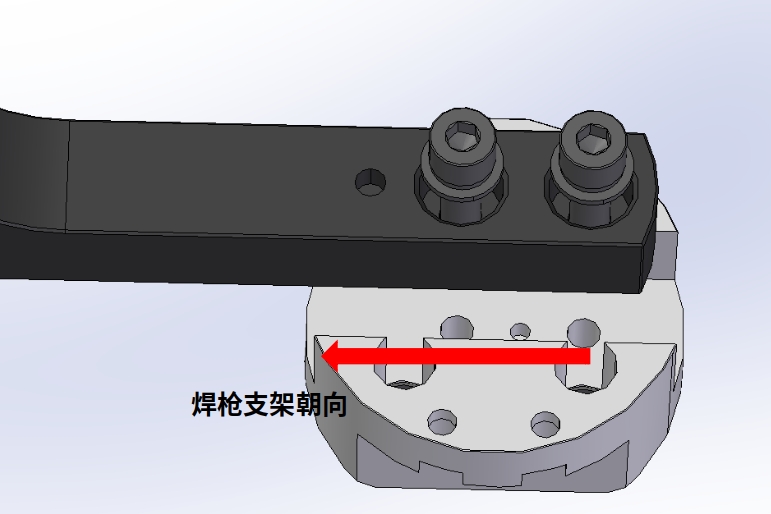
3)根据φ6X20尼龙绝缘销钉确定焊枪支架的安装方向,将末端绝缘板放在T型法兰上方,使用M6×20螺钉通过M6销钉绝缘套将焊枪支架组合安装在机器人末端,链接方向如图所示。

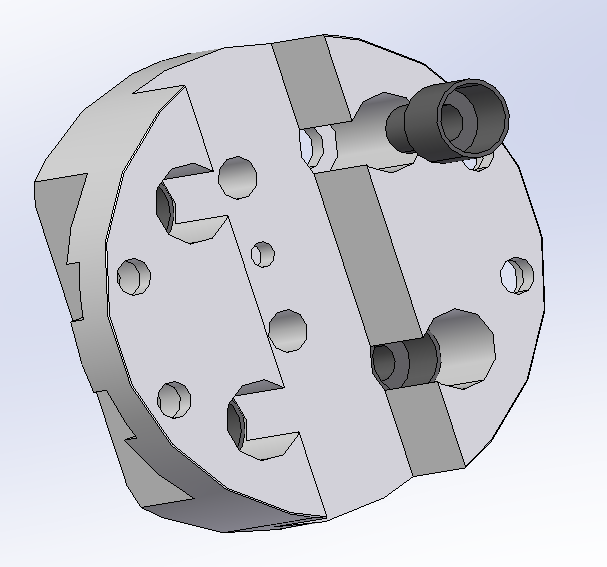
安装力控模块#
1)根据φ6X20尼龙绝缘销钉确定力控模块安装方向,使用四颗M4螺栓及配套的绝缘尼龙套,通过T型法兰上的沉头孔将力控模块安装在T型法兰下端。安装方向如下图所示,注意调整安装位置使按键侧朝向与焊枪支架深伸出方向相同。
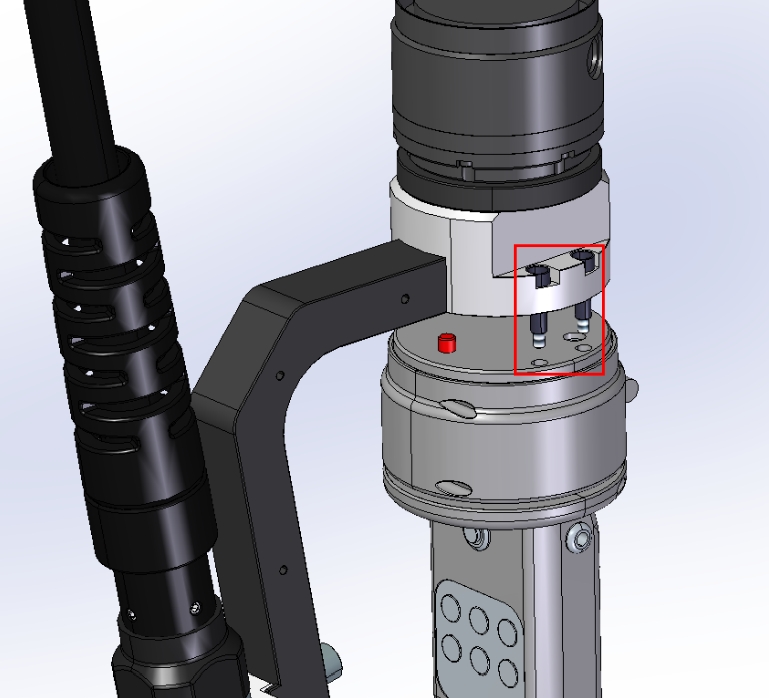
2)再次确认机器人处于断电状态,将力控牵引模块的两个航插头(6pin、8pin)分别与机器人末端的航插头进行连接,分别拧紧航插头上的螺纹套后再给机器人上电。
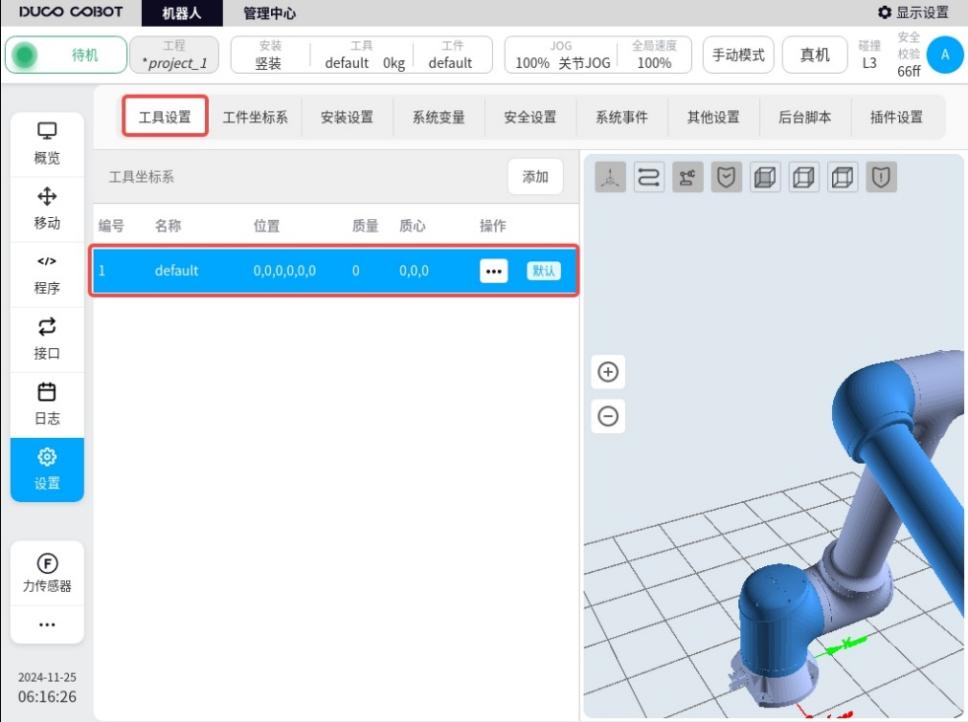
机器人及力控牵引模块的设置#
1)安装力控插件(V1.3.1以上)和焊接工艺包插件(V2.2.2以上版本)。
2)在机器人主界面/接口/TCI进行设置,参考下图所示。

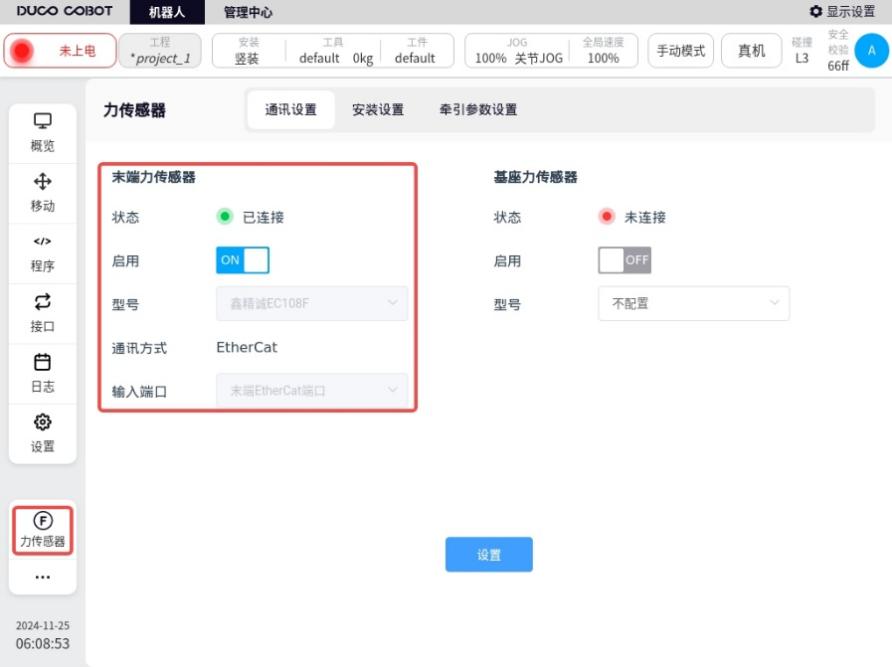
3)在机器人主界面点击左下角的力传感器插件,进入力传感器配置界面:
启用:ON
型号选择:鑫精诚EC108F
通讯方式:EtherCat
输入端口:末端EtherCat端口
设置完成后,按设置,确认状态等显示绿灯,表示连接成功。
4)在机器人的左下角点击进入弧焊工艺包界面。
在基础设置/摇杆配置下,选择摇杆类型为TCS-FX620,点击设置,弹出“设置成功”的提示窗口。

在基础设置/焊机设置下,选择当前机器人连接的焊机型号,进行连接。如果机器人未实际连接焊机,可选择AOTAI焊机进行设置,详细参考下图。

力控牵引模块的功能介绍#
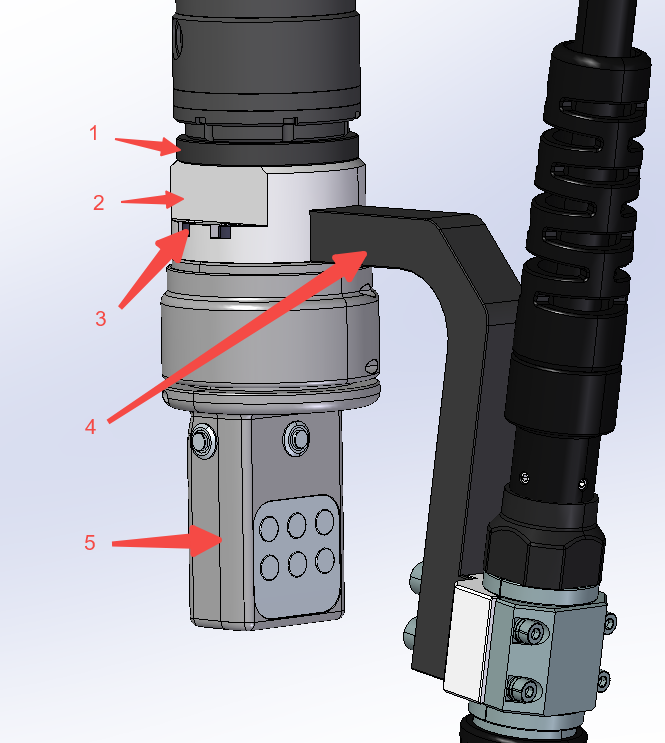
力控牵引模块用于提升客户使用机器人进行牵引示教过程中的柔顺性和交互友好性。按键功能说明如下:
序号1:高低速切换,在牵引过程中按此键(1S)后,进行高低速的来回切换。
序号2:力控牵引触发按钮,长按此键启动力控拖拽牵引,松开按钮则停止牵引。
序号3:焊接功能按钮,从上到下,从左到右,功能依次为:模式、送丝、送气、焊缝、点位和确认六个功能按键。
模式: 预留功能按键,尚未启用;
送丝:点动送丝,调整焊丝干伸长
送气: 按住后送气,松开后关气,用于检测气体。
焊缝:创建焊缝的按钮,连续按键可实现不同类型焊缝的切换。
点位:示教点位记录按钮,单击后在焊缝定义过程中按顺序记录点位。长按则删除当前记录的示教点位。
确认:焊缝示教完成后,单击该按钮确认焊缝并准备执行。

