


外部设备#
点击外部设备进入外部设备配置页面,页面包含外部轴配置、调整模块配置、牵引模块配置、激光配置;
外部轴配置#
外部设备配置页面默认进行外部轴配置
通讯设置
通讯设置页面可以对伺服型号、轴数量、输入端口进行配置,以及通讯方式的显示。 伺服型号和轴数量默认是未配置,输入端口目前只有控制柜Ethercat端口,通讯方式默认为Ethercat。
选择配置好伺服型号、轴数量,如下图所示,然后点击“设置”按钮,会弹出提示语“设置成功,重启控制柜生效!”。

如果用户配置的拓扑跟系统当前生效的拓扑结构不一样,点击“设置”按钮后,界面会弹框提示,如下图所示:
若不想修改系统中当前存储得拓扑,点击“取消”按钮即可;若确认修改,就点击“确认”按钮。
轴配置
轴配置页面会显示轴名称、轴类型、轴位置等基本信息,可进行轴位置的点动、轴的使能或断使能操作以及轴的参数配置。 一个外部轴对应一个实际单自由度伺服单元。

点击“使能”按钮,使能外部轴后,可按住轴位置显示处左边  图标或右边
图标或右边  图标移动外部轴向反方向或正方向移动。
图标移动外部轴向反方向或正方向移动。
注意:外部轴断使能时,不可进行轴的点动操作
点击“配置”按钮,会弹出外部轴参数配置弹框如下图所示,可配置参数有轴类型、轴控制模式、参考速度、参考加速度、 最大速度、最大加速度、编码器类型、编码器分辨率、零位偏移、导程、运动方向、上限位、下限位。

参数说明:
轴类型:直线导轨或变位机;
轴控制模式:主动控制模式或协同控制模式,主动控制模式下,外部轴直接由机器人控制器进行规划指令生成并进行控制; 协同控制模式下,外部轴由独立控制器进行控制,并与机器人控制器进行通讯交互,机器人基于外部轴指令进行协同控制, 机器人与外部轴坐标系保持特定关系;
参考速度:该速度会作为外部轴点动运动时的参考速度,单位为mm/s或°/s;
参考加速度:该加速度会作为外部轴点动运动时的参考加速度,单位为mm/s^2或°/s^2;
最大速度:该速度会作为外部轴联合规划运动时最大速度约束及监控参数,单位为mm/s或°/s;
最大加速度:该加速度会作为外部轴联合规划运动时加速度约束及监控参数,单位为mm/s^2或°/s^2;
编码器类型:增量型或绝对型;
编码器分辨率:无量纲参数,用以将编码器通讯数据cnt数转换为实际角度值的比例系数,编码器cnt/编码器位数=实际角度;
零位偏移:仅在编码器类型为绝对型时显示可配置并生效,默认为0,单位为mm或°,用户可直接修改或通过设定当前位置为零位进行快速修改;
导程:仅在外部轴类型为直线导轨时显示可配置并生效,单位mm,用以描述编码器旋转360°时直线导轨产生的位移距离,编码器cnt/编码器位置*导程=直线导轨实际位置;
运动方向:正向或反向,描述编码器增大方向与实际轴运动方向的关系,正向为同向,反向为相反反向;
上限位/下限位:用以描述参考当前零位外部轴的绝对运动范围,超出限制将触发对应安全停止操作,单位为mm或°。
注意:外部轴使能后,不可进行外部轴参数的配置
方案配置
方案配置页面可新建外部轴方案,也可以对已有外部轴方案进行编辑或删除。 页面左侧区是外部轴方案导航选项卡,右侧区是对应外部轴方案选项卡显示的外部轴方案参数内容, 以及外部轴方案的全部使能 / 断使能、外部轴标定、外部轴点动按钮,还可以手动输入外部轴目标位置, 长按“按住移动到”按钮使其运动到手动输入的目标位置。

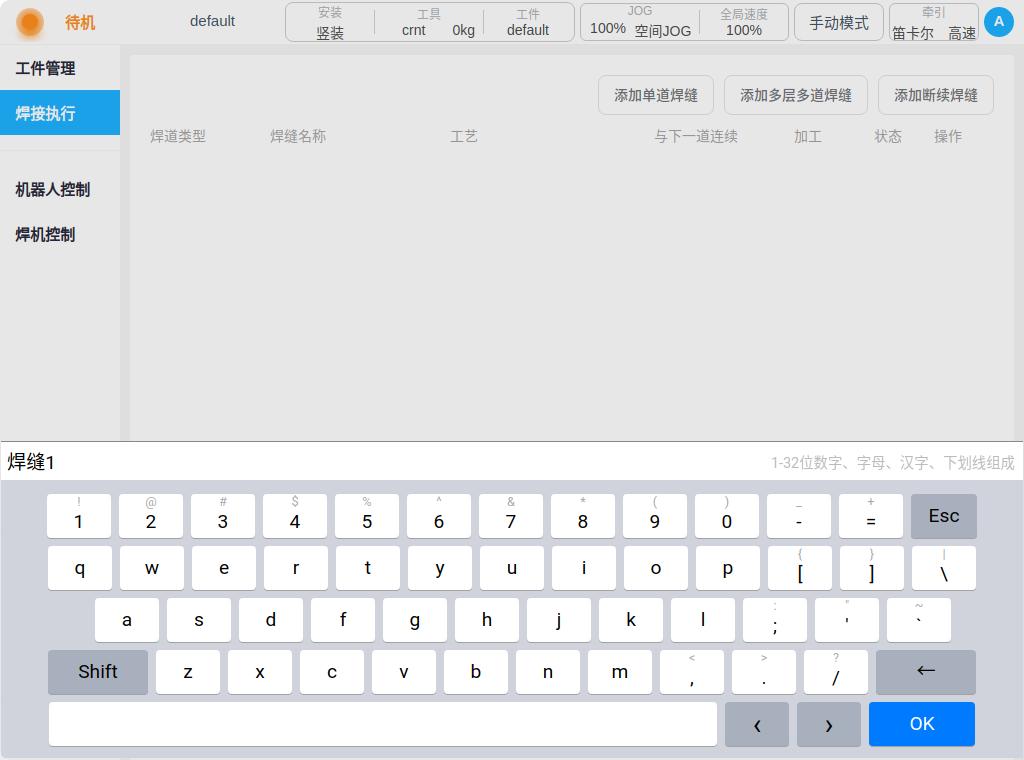
点击页面左侧区右上角  图标,会弹出虚拟键盘如下:
图标,会弹出虚拟键盘如下:

输入新建的外部轴方案名称后,如“scheme_test”显示如下图所示,左侧导航选项卡区会显示新建的外部轴方案名称“scheme_test” , 字体颜色为红色,代表该外部轴方案是无效的,即为没有对外部轴方案参数进行配置的方案。只有字体颜色为黑色时,才代表该外部轴方案时有效的。 右侧内容区显示该新建外部轴方案需配置的内容,可配置参数有:方案类型、自由度配置、轴与机器人关系以及同步机器人使能。
参数说明:
方案类型:直线导轨方案或变位机方案;
自由度配置:直线导轨方案目前仅支持单自由度,变位机方案支持单自由度、二自由度。选择好自由度后,可根据选择的自由度数对自由度与外部轴进行绑定, 如下图所示,单自由度直线导轨方案自由度1绑定直线导轨外部轴eaxis_3;

轴与机器人关系:独立或组合,即外部轴独立于机器人或机器人固定于外部轴上;
注意:轴与机器人组合形式仅支持单自由度外部轴
同步机器人使能:默认为不同步,若配置为“同步”时,在机器人完成使能/断使能后,外部轴方案同步进行使能/断使能操作; 方案基坐标系:用以描述外部轴基坐标系在世界坐标系中的位置,默认与世界坐标系重合,该坐标系通过外部轴标定流程进行标定得到。 当配置好上述可配置参数后,如下图所示才可点击页面右下角“确定”按钮,完成外部轴方案的配置。

在外部轴方案编辑状态下,页面的“全部使能”或“全部断使能”以及“外部轴标定”按钮均被禁用,外部轴点动操作按钮也不可操作; 只有在外部轴方案非编辑状态时,才可进行外部轴方案使能 / 断使能操作,以及外部轴标定, 且外部轴点动按钮只有在外部轴方案使能状态下才可以操作,即所有外部轴使能状态下才可以进行点动操作。

点击页面左侧外部轴方案名称后的  图标,会弹出显示“编辑”和“删除”按钮的弹框,可对选中的外部轴方案进行编辑或删除操作。
图标,会弹出显示“编辑”和“删除”按钮的弹框,可对选中的外部轴方案进行编辑或删除操作。
外部轴标定
外部轴标定流程用于标定计算出外部轴方案基坐标系的。在外部轴方案非编辑状态下,点击页面“外部轴标定”按钮,进入外部轴标定流程页面。 根据外部轴类型的不同,外部轴标定也分为直线导轨标定和变位机标定两种。
直线导轨标定#
根据轴与机器人关系的类型不同,直线导轨标定也分为组合和独立两种类型。此处以外部轴方案“scheme_test”为例来介绍组合式直线导轨方案的标定流程。 点击页面“外部轴标定”按钮后如下图所示:

(1)确定零点:可按住外部轴位置显示处左右两侧的图标,移动外部轴,确定外部轴零点位置,然后点击“下一步”按钮;
(2)初始参考点:P1点为机器人与外部轴之外的固定一点,分别JOG外部轴与机器人,使机器人末端与P1点贴合并记录;示教好机器人或外部轴位置后,P1点后由  显示为
显示为  ,点击“下一步”按钮;
,点击“下一步”按钮;
(3)自由度1标定:同样地JOG外部轴与机器人,使机器人末端与P2点(物理环境中即为原P1点)贴合并记录;示教并记录好机器人末端位置点位后,点击“完成”。
变位机标定#
当外部轴类型为变位机时,外部轴标定即为变位机标定。此处以单自由度变位机类型外部轴方案为例来介绍变位机方案的标定流程。点击页面“外部轴标定”按钮如下图:
(1)确定零点:可按住外部轴位置显示处左右两侧的图标,移动外部轴,确定外部轴零点位置,然后点击“下一步”按钮;
(2)自由度1标定:P1、P2、P3分别为外部轴表面上任意一点, JOG外部轴与机器人,使机器人末端与P1、P2、P3点分别贴合并记录;示教并记录好机器人末端位置点位后,点击“完成”即可。

外部轴编程功能块
与外部轴相关的功能块有四个:Move_Eaxis,MoveJ_Eaxis,MoveL_Eaxis,MoveC_Eaxis。
Move_Eaxis
外部轴单独运动的指令块。可设参数: 外部轴方案:目标外部轴方案名称。 自由度目标点:目标外部轴方案所对应自由度位置,记录位置自由度及单位根据外部轴方案所设置自由度及外部轴方案类型改变,单位°或mm。 最大规划速度:外部轴最大规划速度,根据对应外部轴方案类型改变,单位°/s或mm/s。 启用OP:OP功能可以在轨迹执行过程中设置通用数字输出口状态或操作自定义事件。

若启用OP,则需要做如下配置:
可以在轨迹开始后触发和轨迹结束前/结束后触发
触发类型:可选择不触发、时间触发、距离触发
触发延时:设置时间,单位ms
触发距离:设置距离,单位mm
触发操作:选择端口及端口状态,或操作自定义事件

MoveJ_Eaxis
外部轴与机器人关节运动。机器人按照关节运动的方式移动,可以选择移动到目标关节或者目标姿态。可设参数: 目标位置:可以通过示教的方式设置或者设置为变量,示教设置后可手动更改。 使用父节点坐标系:选择目标位置姿态时可设,勾选时,该功能块使用父节点Move功能块设置的参考坐标系,默认勾选 参考坐标系:选择目标位置姿态时可设,不勾选使用父节点坐标系时,可单独为该功能块设置其参考坐标系 使用父节点参数:勾选时,该功能块使用父节点Move功能块设置的关节角速度、关节角加速度参数;不勾选时,需要单独为该功能块设置关节角速度、关节角加速度,默认勾选 关节角速度:单位°/s,可以直接输入或选择变量。 关节角加速度:单位°/s2,可以直接输入或选择变量。 融合半径:单位mm0表示不融合。 启用OP:OP功能可以在轨迹执行过程中设置通用数字输出口状态或操作自定义事件。
外部轴参数配置同Move_EAxis,此处不累述。

若启用OP,则需要做如下配置:
可以在轨迹开始后触发和轨迹结束前/结束后触发
触发类型:可选择不触发、时间触发、距离触发
触发延时:设置时间,单位ms
触发操作:选择端口及端口状态,或操作自定义事件

MoveL_Eaxis
外部轴与机器人直线运动。机器人按照直线移动到目标姿态,可设参数:
目标姿态:可以通过示教的方式设置或者设置为变量,示教设置后可手动更改。
使用父节点坐标系:勾选时,该功能块使用父节点Move功能块设置的参考坐标系,默认勾选
参考坐标系:不勾选使用父节点坐标系时,可单独为该功能块设置其参考坐标系
使用父节点参数:勾选时,该功能块使用父节点Move功能块设置的末端速度、末端加速度参数;不勾选时,需要单独为该功能块设置末端速度、末端加速度,默认勾选
末端速度:单位 mm/s,可以直接输入或选择变量。
末端加速度:单位 mm/s2,可以直接输入或选择变量。
融合半径:单位mm,0表示不融合
启用OP:OP功能可以在轨迹执行过程中设置通用数字输出口状态或操作自定义事件。
OP参数配置同Move_EAxis。
外部轴参数配置同Move_EAxis,此处不累述。

MoveC_Eaxis
外部轴与机器人圆弧运动。机器人按照圆弧或者整圆移动,可设参数:
模式:圆弧或者整圆
中间点姿态/中间点1:可以通过示教的方式设置或者设置为变量,示教设置后可手动更改。
目标姿态/中间点2:可以通过示教的方式设置或者设置为变量,示教设置后可手动更改。
使用父节点坐标系:勾选时,该功能块使用父节点Move功能块设置的参考坐标系,默认勾选
参考坐标系:不勾选使用父节点坐标系时,可单独为该功能块设置其参考坐标系
使用父节点参数:勾选时,该功能块使用父节点Move功能块设置的末端速度、末端加速度参数;不勾选时,需要单独为该功能块设置末端速度、末端加速度,默认勾选
末端速度:单位 mm/s,可以直接输入或选择变量。
末端加速度:单位 mm/s2,可以直接输入或选择变量。
融合半径:单位mm,0表示不融合
姿态控制模式:若选择“与终点一致”,机器人的姿态根据终点姿态对圆弧路径中的姿态进行规划;若选择“与起点一致”,机器人的姿态根据起点姿态对圆弧路径中的姿态进行规划,路径过程中姿态与起点一致;若选择“受圆心约束”,机器人的姿态相对于圆弧运动产生的姿态变化对姿态进行约束。
启用OP:OP功能可以在轨迹执行过程中设置通用数字输出口状态或操作自定义事件。
OP参数配置同Move_EAxis。
外部轴参数配置同Move_EAxis,此处不累述。

工艺包模式使用
在工艺包的焊接执行页面可以使用外部轴的功能,使用前在外部轴配置——通讯配置中打开“启用外部轴”

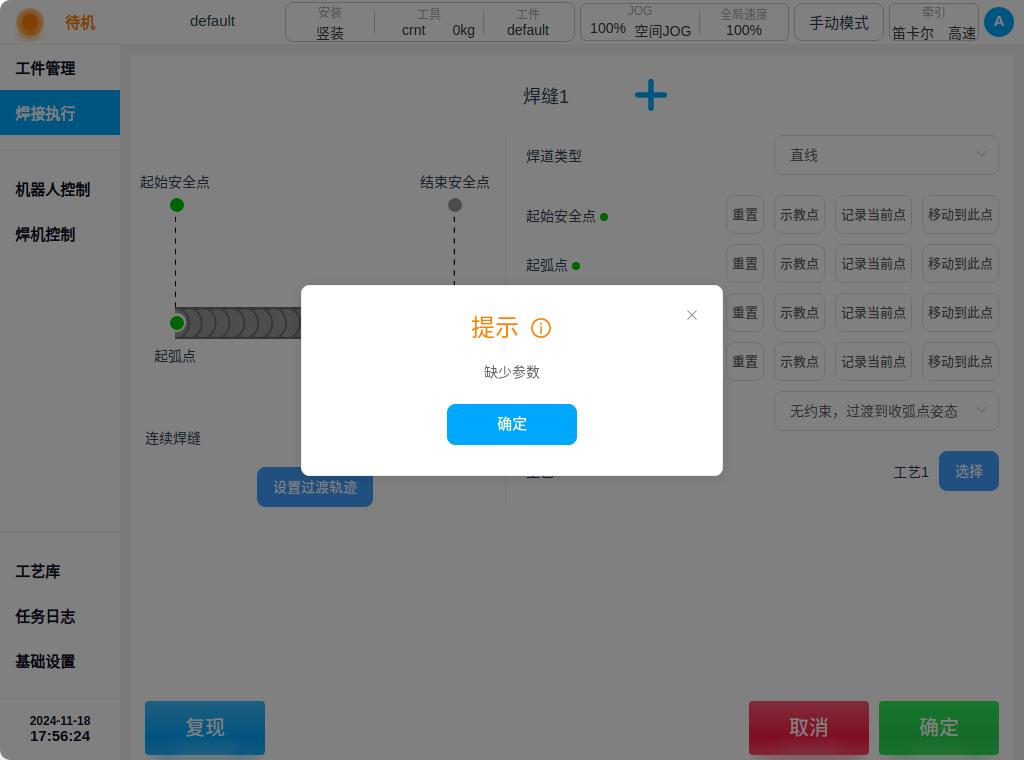
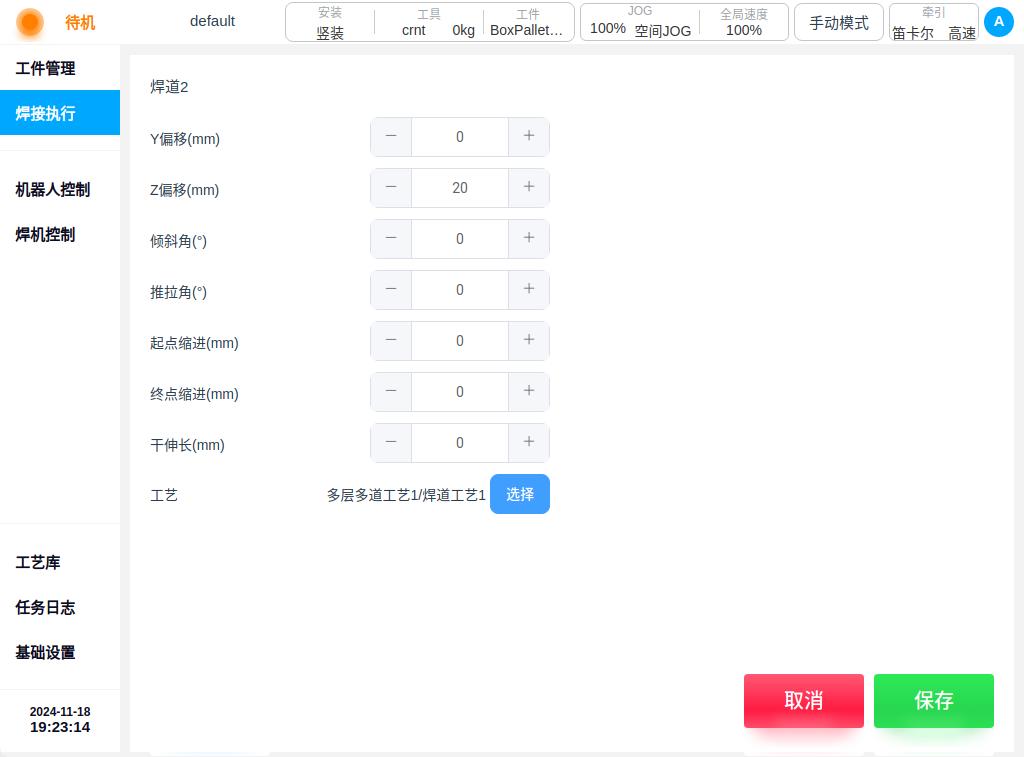
在程序执行页新建焊缝时,点击参数设置,可以配置该焊缝使用的外部轴方案,若选择了方案,可配置外部轴的最大规划速度。此时,示教该焊缝点位时,会记录所选方案的外部轴的位置信息,点击外部轴按钮可使外部轴移动到记录的目标点位。


调整模块配置#
实时调整模块类型

牵引模块配置#
牵引模块配置分为力控牵引、遥感牵引、BW牵引。

力控牵引#
确认物料清单
序号 |
物料名称 |
数量 |
|---|---|---|
1 |
尼龙绝缘板 |
1 |
2 |
转接法兰板 |
1 |
3 |
紧固配件包 |
9* |
4 |
沉头螺母的焊枪支架组件 |
1 |
5 |
力控牵引模块 |
1 |
*紧固配件包:4*M4×20内六角螺钉+4*M4配套绝缘螺钉套+1*φ6×20塑料绝缘销钉。
安装前的准备
1)拆除机器人末端上安装的组件;
2)正确安装力控和焊枪插件,配置好焊接工作环境;
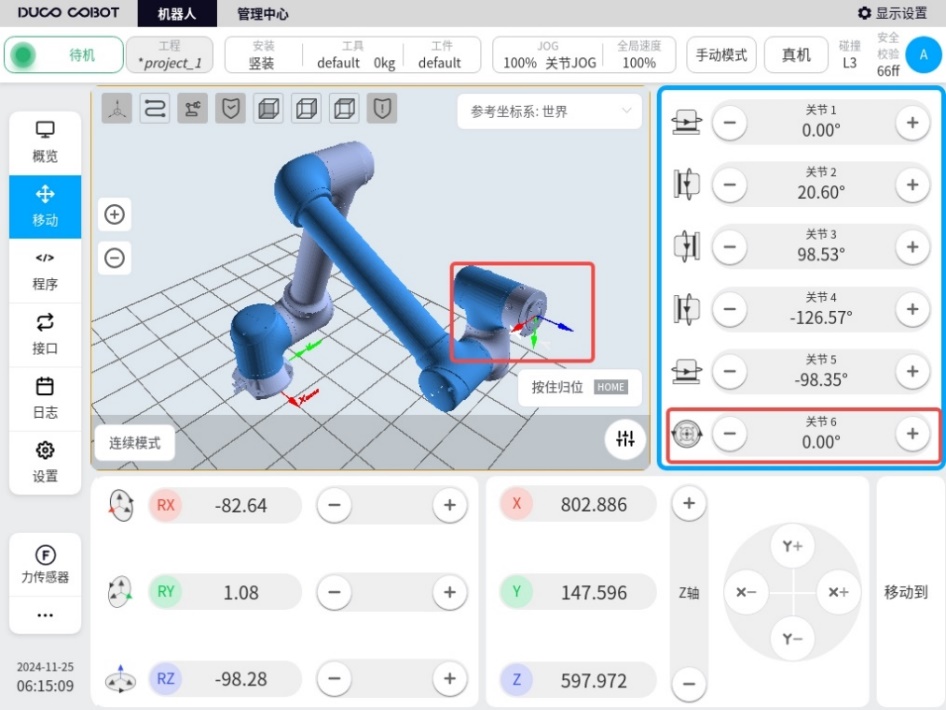
3)JOG机器人,使机器人末端处在方便安装的位置;
4)机器人断电。
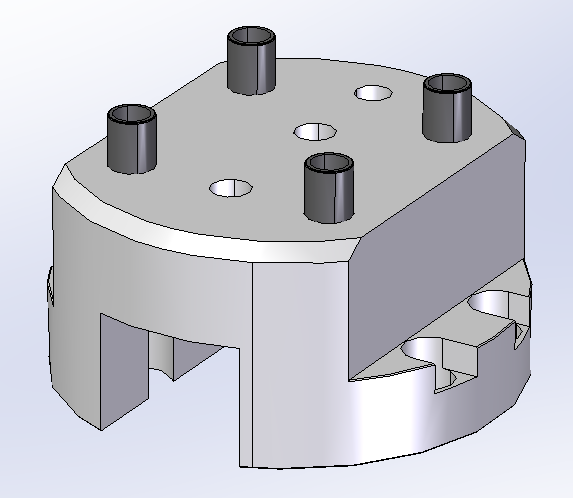
焊枪支架及转接法兰的安装
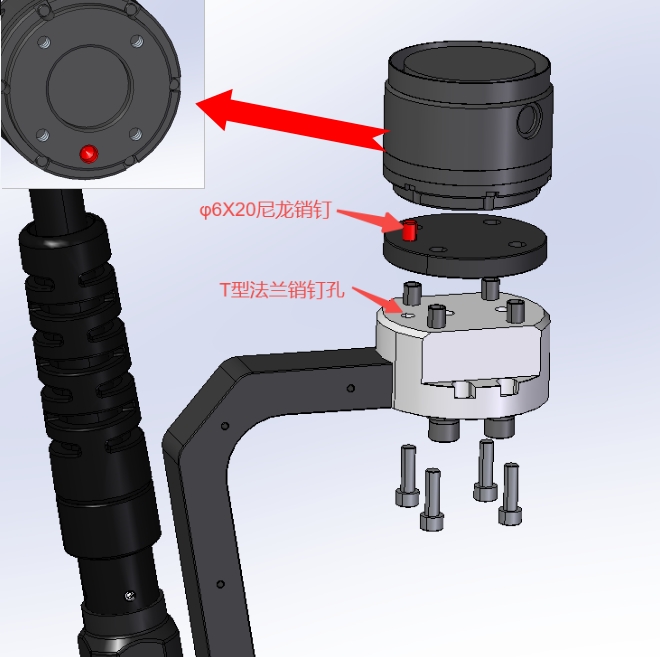
1)在T型法兰4个大孔中分别放入一个M6绝缘销钉套;
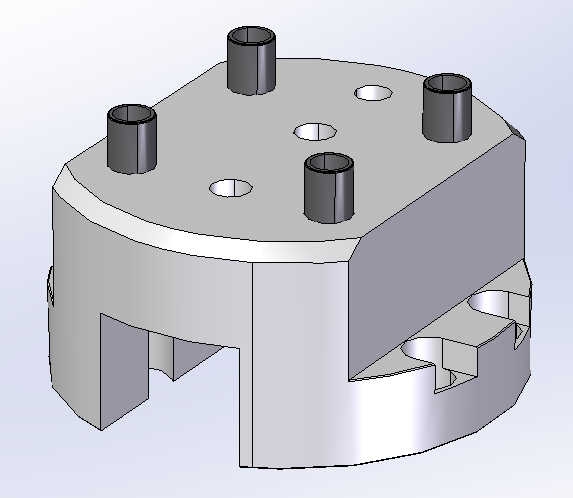
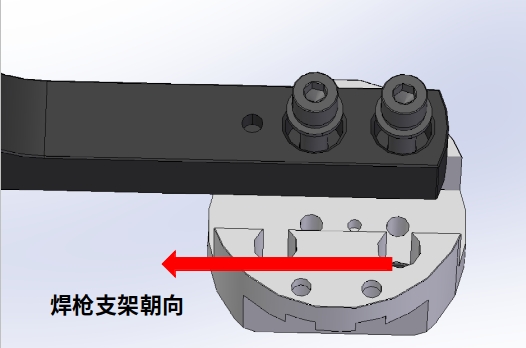
2)利用一个φ4X10mm销钉和两个M8螺钉衬套,将焊枪支架安装在T型法兰对应的安装孔上,注意紧固两颗螺钉,焊枪支架的安装方向朝向T型法兰安装孔偏心的反侧。
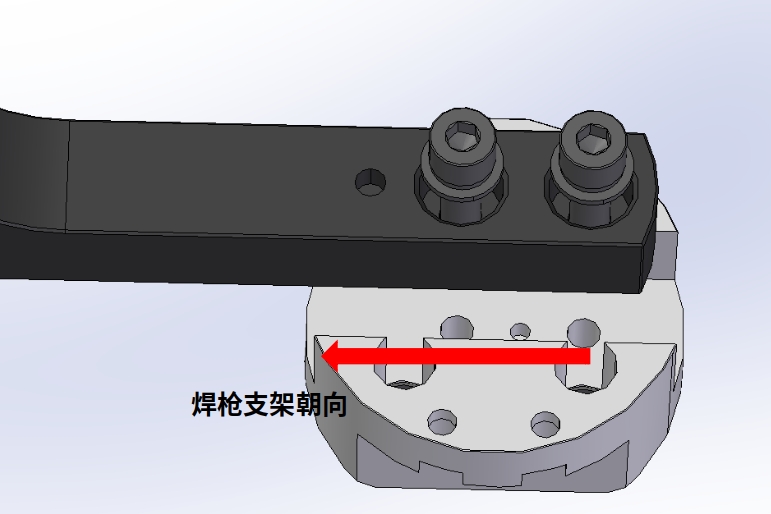
3)根据φ6X20尼龙绝缘销钉确定焊枪支架的安装方向,将末端绝缘板放在T型法兰上方,使用M6×20螺钉通过M6销钉绝缘套将焊枪支架组合安装在机器人末端,链接方向如图所示。

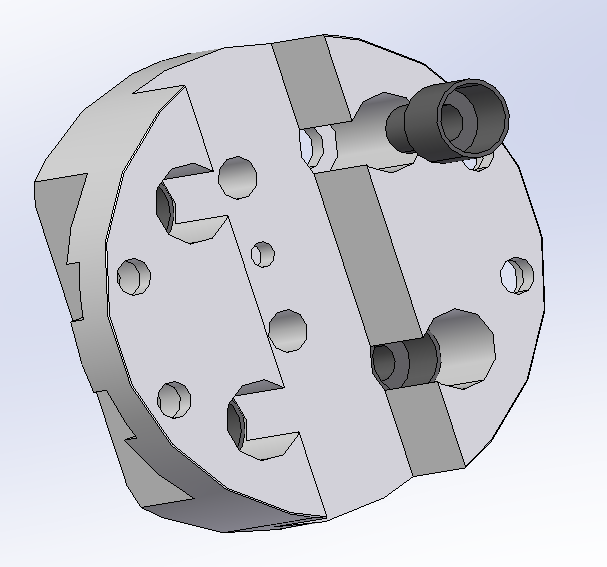
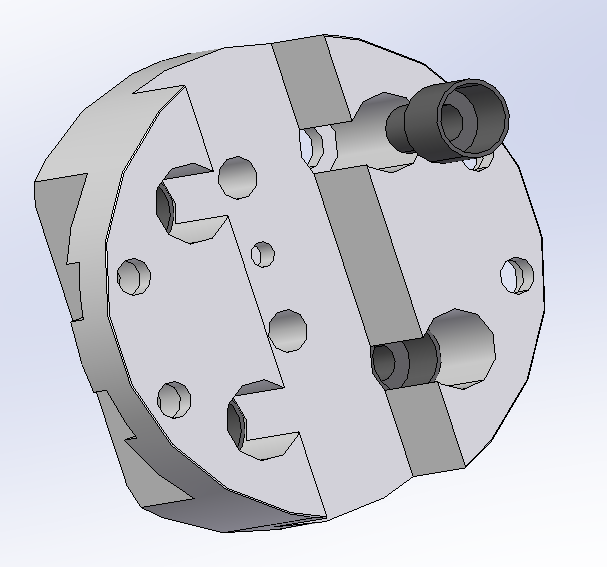
安装力控模块
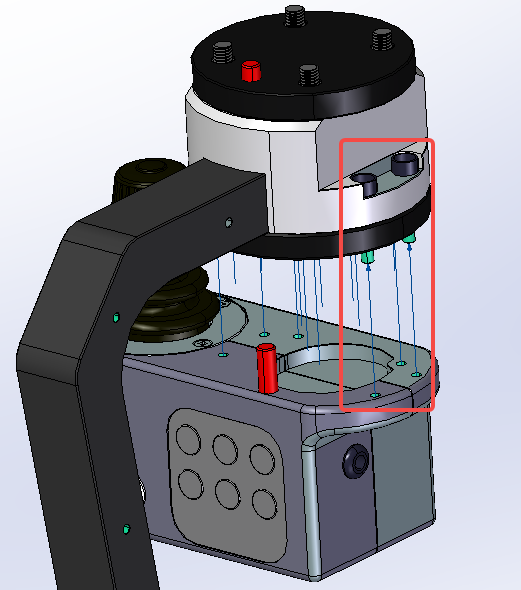
1)根据φ6X20尼龙绝缘销钉确定力控模块安装方向,使用四颗M4螺栓及配套的绝缘尼龙套,通过T型法兰上的沉头孔将力控模块安装在T型法兰下端。安装方向如下图所示,注意调整安装位置使按键侧朝向与焊枪支架深伸出方向相同。
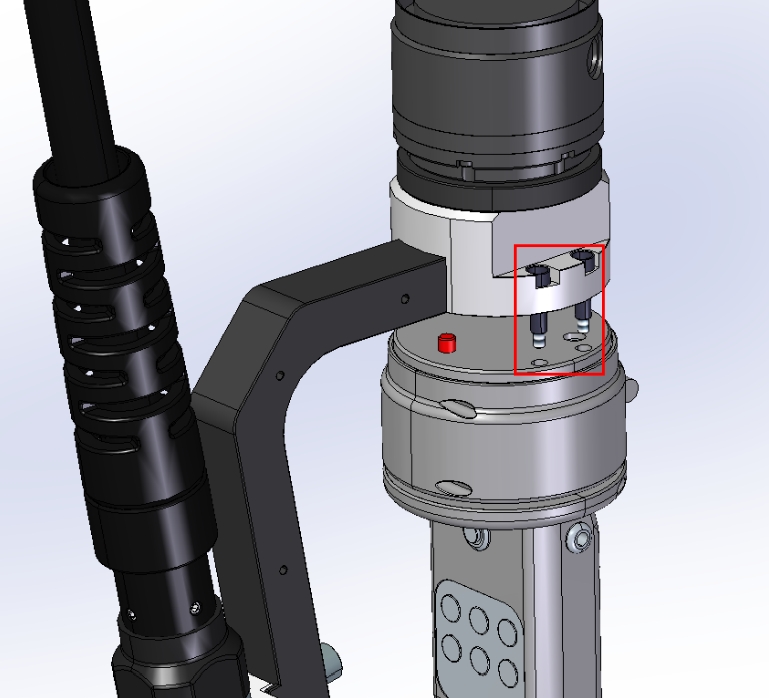
2)再次确认机器人处于断电状态,将力控牵引模块的两个航插头(6pin、8pin)分别与机器人末端的航插头进行连接,分别拧紧航插头上的螺纹套后再给机器人上电。
机器人及力控牵引模块的设置
1)安装力控插件(V1.3.1以上)和焊接工艺包插件(v3.0.0以上版本)。
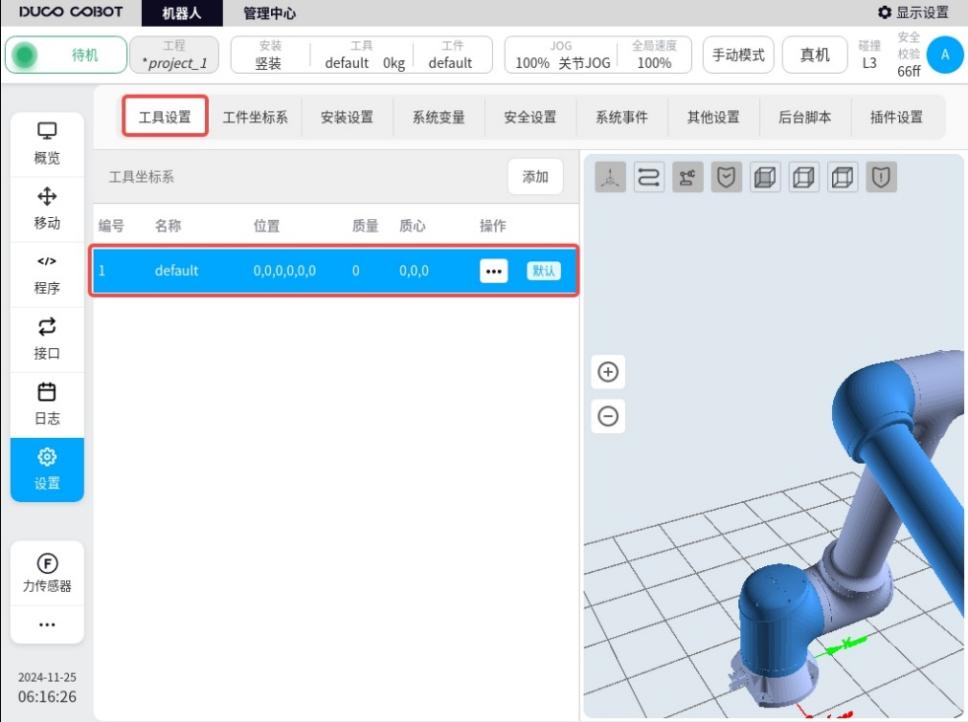
2)在机器人主界面/接口/TCI进行设置,参考下图所示。

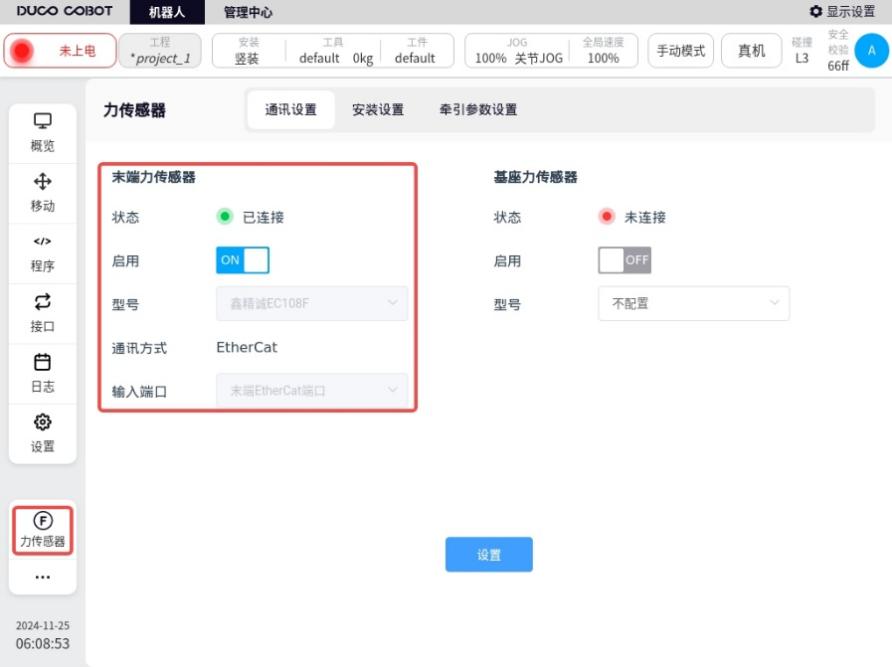
3)在机器人主界面点击左下角的力传感器插件,进入力传感器配置界面:
启用:ON
型号选择:鑫精诚EC108F
通讯方式:EtherCat
输入端口:末端EtherCat端口
设置完成后,按设置,确认状态等显示绿灯,表示连接成功。
4)在牵引界面。
选择牵引模块类型为 力控牵引模块(TCS-FX620) ,点击设置,弹出“设置成功”的提示窗口。

在系统设置/焊机设置下,选择当前机器人连接的焊机型号,进行连接。如果机器人未实际连接焊机,可选择AOTAI焊机进行设置,详细参考下图。
力控牵引模块的功能介绍
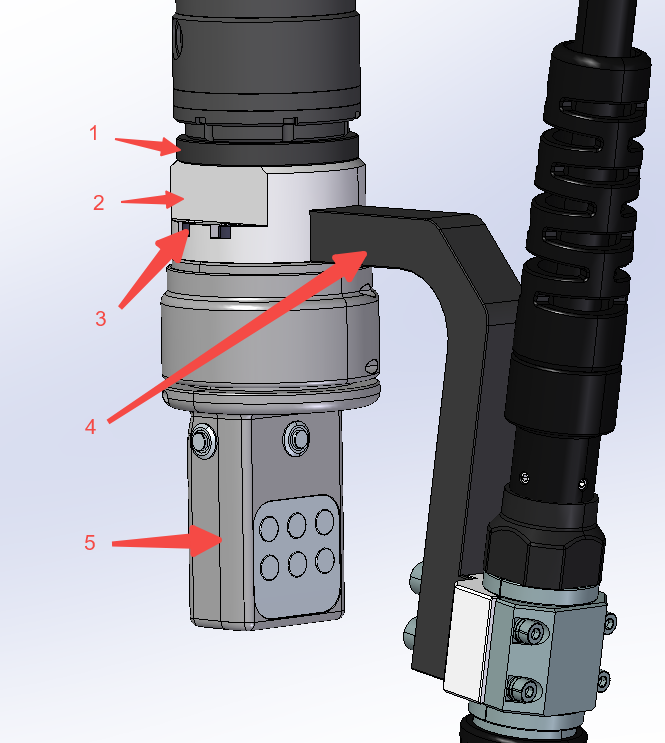
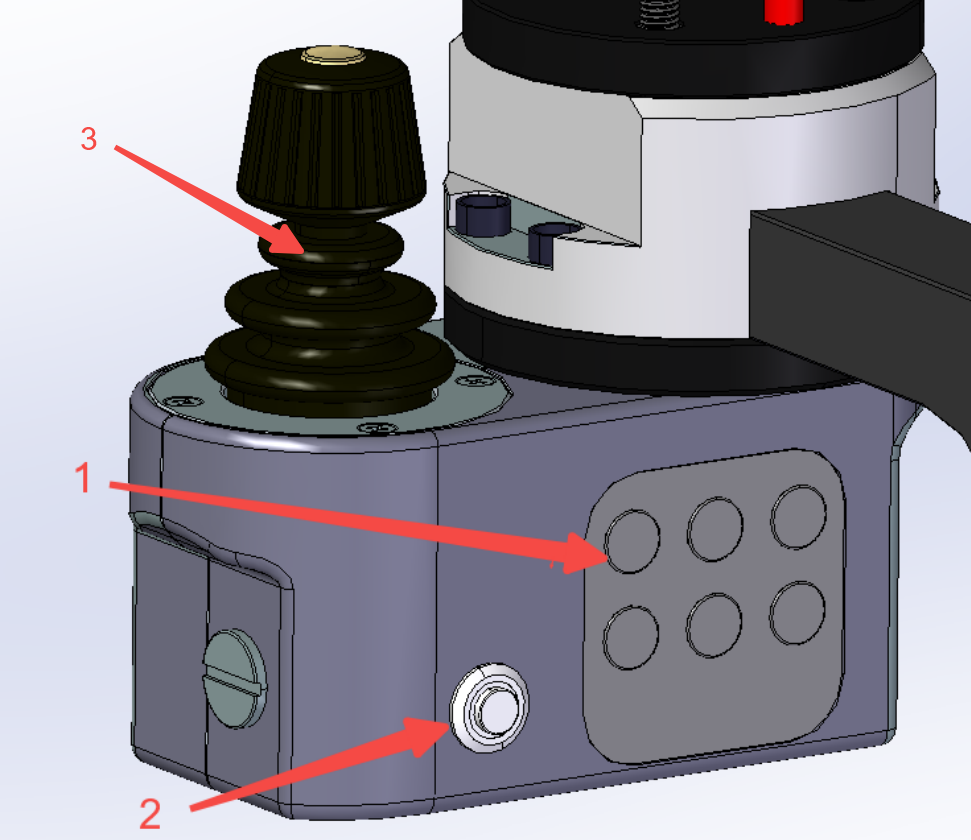
力控牵引模块用于提升客户使用机器人进行牵引示教过程中的柔顺性和交互友好性。按键功能说明如下:
序号1:高低速切换,在牵引过程中按此键(1S)后,进行高低速的来回切换。
序号2:力控牵引触发按钮,长按此键启动力控拖拽牵引,松开按钮则停止牵引。
序号3:焊接功能按钮,从上到下,从左到右,功能依次为:模式、送丝、送气、焊缝、点位和确认六个功能按键。
模式: 预留功能按键,尚未启用;
送丝:点动送丝,调整焊丝干伸长
送气: 按住后送气,松开后关气,用于检测气体。
焊缝:创建焊缝的按钮,连续按键可实现不同类型焊缝的切换。
点位:示教点位记录按钮,单击后在焊缝定义过程中按顺序记录点位。长按则删除当前记录的示教点位。
确认:焊缝示教完成后,单击该按钮确认焊缝并准备执行。


遥感配置#
确认物料清单
序号 |
物料名称 |
数量 |
|---|---|---|
1 |
尼龙绝缘板 |
1 |
2 |
T型转接法兰 |
1 |
3 |
紧固配件包 |
9* |
4 |
沉头螺母的焊枪支架组件 |
1* |
5 |
摇杆牵引模块 |
1 |
*紧固配件包:4*M4×20内六角螺钉+4*M4配套绝缘螺钉套+1*φ6×20塑料绝缘销钉。
*沉头螺母的焊枪支架组件包含焊枪。

安装前的准备
1)拆除机器人末端上安装的组件;
2)正确安装摇杆和焊枪插件,配置好焊接工作环境;
3)JOG机器人,使机器人末端处在方便安装的位置;
4)机器人断电。
焊枪支架及转接法兰的安装
1)在T型法兰4个大孔中分别放入一个M6绝缘销钉套;
2)利用一个φ4X10mm销钉和两个M8螺钉衬套,将沉头螺母的焊枪支架组件安装在T型法兰对应的安装孔上,注意紧固两颗螺钉,焊枪支架的安装方向朝向T型法兰安装孔偏心的反侧。
3)根据φ6X20尼龙绝缘销钉确定焊枪支架的安装方向,将末端绝缘板放在T型法兰上方,使用M6×20螺钉通过M6销钉绝缘套将焊枪支架组合安装在机器人末端,链接方向如图所示。
4)焊枪支架组件安装完成后需要按照TCP标定教程正确标定焊枪的TCP坐标。
安装摇杆模块
1)根据φ6X20尼龙绝缘销钉确定摇杆模块安装方向,使用四颗M4螺栓及配套的绝缘尼龙套,通过T型法兰上的沉头孔将尼龙绝缘板和摇杆牵引模块安装在T型法兰下端;注意尼龙绝缘板在T型法兰与牵引模块中间。安装方向如下图所示,保证在目光沿着焊枪支架看向机器人末端时,摇杆在左手侧。
2)再次确认机器人处于断电状态,将摇杆牵引模块的8pin航插线与机器人末端的航插头进行连接,拧紧航插头上的螺纹套后对机器人进行上电操作。
机器人及摇杆牵引模块的设置
1)安装焊接工艺包插件(v3.2.1以上版本)。
2)在机器人主界面/接口/TCI进行设置,参考下图所示。

3)在牵引模块配置界面。
选择牵引模块类型为 摇杆牵引(TCS-YB620),点击设置,弹出“设置成功”的提示窗口。

在系统设置/焊机设置下,选择当前机器人连接的焊机型号,进行连接。如果实际无焊机连接,可选择奥太焊机进行设置,详细参考下图。
摇杆牵引模块的功能介绍
摇杆牵引模块用于提升客户使用机器人进行牵引示教过程中的精度和交互友好性。按键功能说明如下:
序号1:牵引触发按钮,长按此键启动摇杆拖拽牵引,松开按钮则停止牵引。
序号2:焊接功能按钮,从上到下,从左到右,功能依次为:模式(MODE)、送丝(WIRE)、送气(GAS)、焊缝(WELD)、点位(POINT)和确认(OK)六个功能按键。
模式: 切换牵引方式,将牵引方式在关节牵引和笛卡尔牵引中切换;
送丝:点动送丝,调整焊丝干伸长
送气: 按住后送气,松开后关气,用于检测气体。
焊缝:创建焊缝的按钮,连续按键可实现不同类型焊缝的切换。
点位:示教点位记录按钮,单击后在焊缝定义过程中按顺序记录点位。长按则删除当前记录的示教点位。
确认:焊缝示教完成后,单击该按钮确认焊缝并准备执行。

序号3:操作摇杆,共有三个自动复位的可操作轴和1个按纽;操作轴控制机器人在空间内位置姿态变化,按钮切换控制机器人的移动模式。开机时及60s未使用摇杆时,摇杆机构会进入安全锁定状态,需要长按牵引触发按钮3s解锁。
开机时默认定义移动模式为锁定焊枪姿态调整机器人末端焊枪的空间位置(锁定姿态):
主操作轴(X、Y角度轴):控制焊枪在X、Y轴方向横向移动。
Z操作轴(旋转轴):控制焊枪在Z轴方向上下移动。
单击按钮切换控制模式为锁定焊接点位调整焊枪姿态(锁定点位):
主操作轴(X、Y角度轴):控制焊枪以TCP坐标系的X、Y轴为旋转轴旋转。
Z操作轴(旋转轴):控制焊枪以TCP坐标系的Z轴为旋转轴旋转。
再次单击按钮可以将移动模式切换到(锁定姿态)。
线激光配置#
线激光配置页面用于设置激光传感器厂商、连接传感器、控制传感器、标定传感器。如图,左侧区域进行传感器的连接和操作,右侧为可以查看标定参数以及进行激光传感器的标定。具体使用详见激光传感器
