


程序管理#
程序列表#
系统配置结束后,进入程序列表页面,在程序列表管理页面,可选择打开已有程序或者新建程序;首次使用,先进入创建新程序页面,系统会自动按顺序生成程序名如’程序1’,如下图所示。


暂时返回,稍后再进行新建程序页面单独说明。点击左上角返回按钮,返回到程序列表页面,即在程序管理页面点击打开已有程序操作后进入的页面。如下图所示。

单击程序列表任意程序的操作图标 ‘…’,弹窗显示如下。

程序操作功能:
打开: 单击“打开”进入程序页面,可进行程序编辑和运行操作。选中程序后再次点击程序也可进入程序页面。
重命名: 单击“重命名”会弹出键盘,输入新的程序名称后,确定即可修改。
复制: 单击“复制”会弹出键盘并生成例如:‘程序1_copy’,输入或者修改新的程序名称后点击‘OK’可以将当前程序内容复制并创建一个新的程序。
导出: 单击“导出”可以将当前程序导出到U盘上。
修改说明: 单击“修改说明”会弹出键盘,给当前程序添加描述说明文字。
删除: 单击“删除”会弹出确认对话框,确认后即可删除该程序。
单击页面左下角“导入”按钮,弹出显示当前控制柜上挂载的USB储存设备的窗口,如下图所示。

选择一个设备,页面上显示该设备中的文件夹和符合条件的文件(后缀名为dwo),如下图所示。选中一个文件, 点击“导入”按钮,则会将该文件导入到控制柜中。

当导入文件时,检查到导入文件与控制柜上的程序重名,则会弹出重命名提示框。 点击“更改导入名”按钮,弹出键盘,输入新的工件名称,如输入“w1”,导入成功后显示如下。

单击页面左下角“全部导出”按钮,可以将当前程序列表全部的程序导出到U盘上;
程序编辑#
新建或者打开已有程序进行焊接程序编辑,编辑完成后可选择保存程序,或者保存后直接进行焊接执行。
编辑状态界面说明#
打开程序页面,程序处于查看或者运行状态,在此状态下无法对程序进行编辑操作。点击编辑按钮,进入编辑状态。在新建程序时,默认进入编辑状态。 界面主体分为几个部分,左边为程序节点区,节点通过最右侧按钮进行添加,右边为当前选中的节点内容编辑区和指令工具区,具体如下图所示。



节点说明#
起始点#
起始点节点为程序中的第一个节点(机器人安全姿态点),创建程序时,起始点节点默认添加。点击右侧内容区域记录当前点,可进行起始姿态点保存,保存后可进行重置操作和移动到当前点操作;

其他程序节点需通过页面右侧操作区进行添加#
创建#
点击页面右侧操作区创建按钮,内容区域切换为运动节点添加页面。在添加页面左侧可选择节点类型进行添加,如图所示:

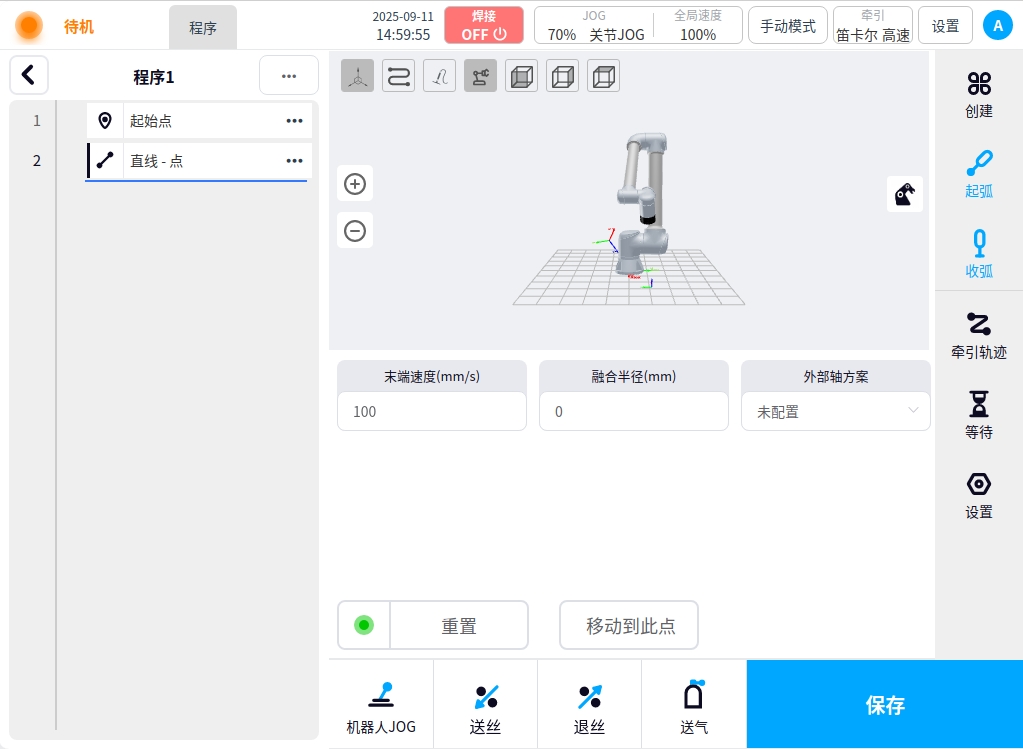
直线: 直线节点为程序中作直线或者点移动的节点,点击左侧直线按钮后,在内容区域会显示直线-点内容,点击内容区域记录当前点按钮即可记录当前点位并在左侧程序节点区域中添加直线-点节点。点击左侧节点后可进行重置操作和移动到当前点操作;内容区域可对当前直线-点进行末端速度、末端加速度、融合半径、外部轴方案进行配置。
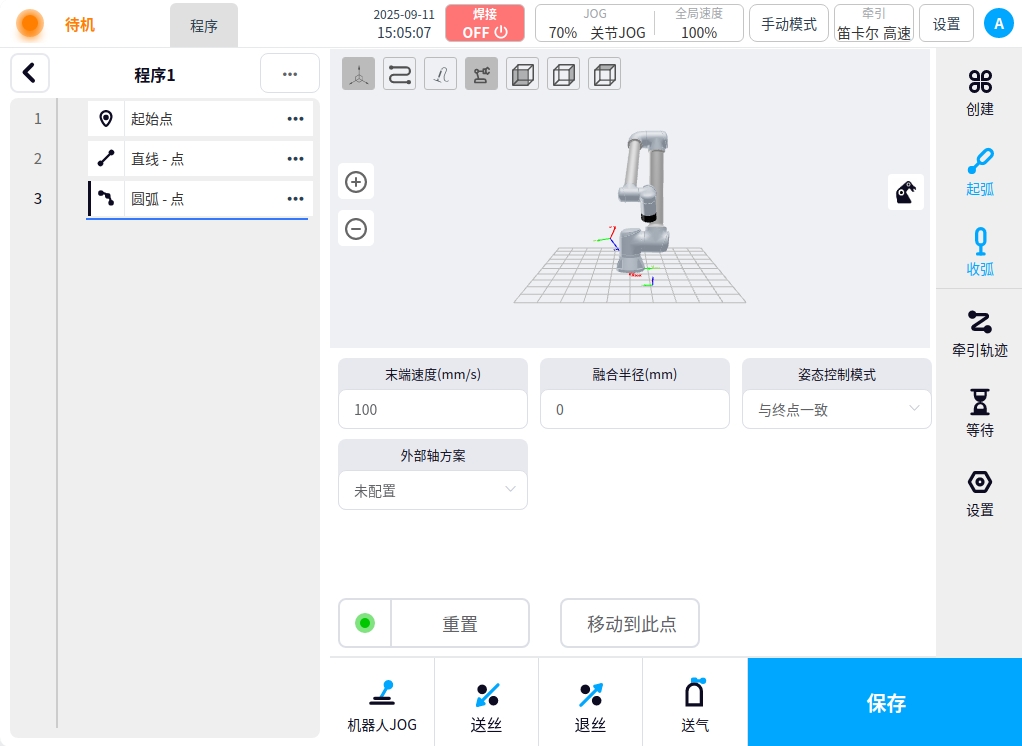
圆弧: 圆弧节点为程序中作圆弧运动的节点,点击左侧圆弧按钮后,在内容区域会显示圆弧内容,点击内容区域记录当前点按钮即可记录当前点位并在左侧程序节点区域中添加圆弧节点。点击左侧节点后可进行重置操作和移动到当前点操作;内容区域可对当前圆弧进行末端速度、末端加速度、融合半径、姿态控制模式、外部轴方案进行配置。

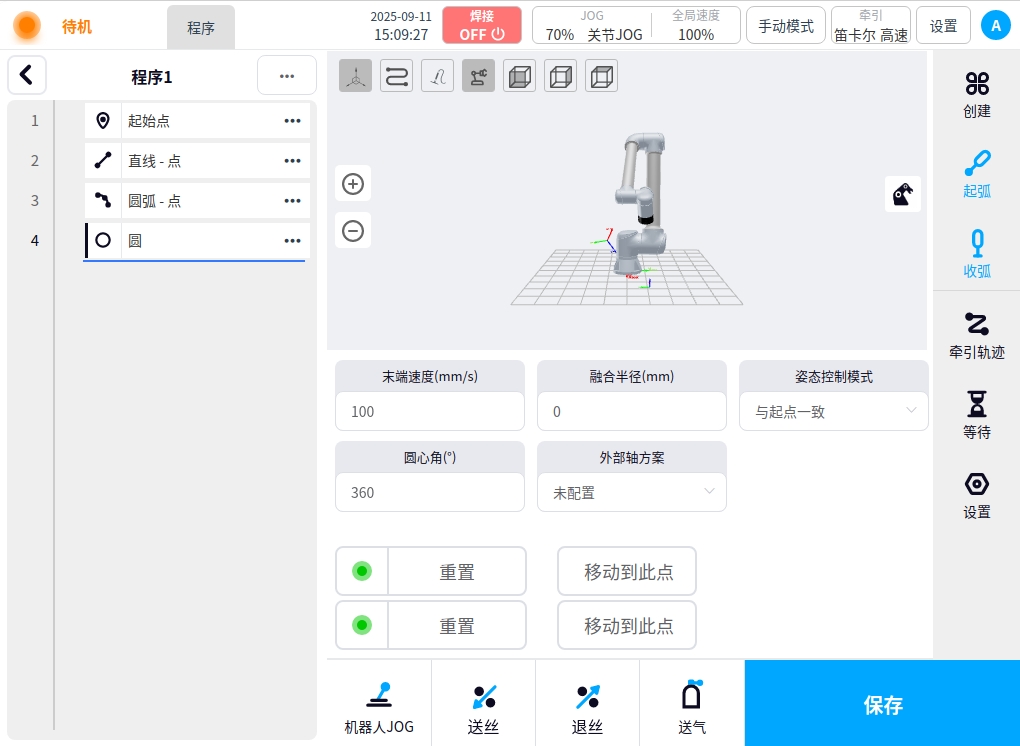
圆: 圆节点为程序中作圆运动节点,点击左侧圆按钮后,在内容区域会显示圆内容,点击内容区域记录当前点按钮即可记录当前点位,完成两个点位记录后在左侧程序节点区域中添加圆节点。点击左侧节点后可进行重置操作和移动到当前点操作;内容区域可对当前圆进行末端速度、末端加速度、融合半径、姿态控制模式、外部轴方案进行配置。

关节运动: 关节运动节点为程序中作关节运动节点,点击左侧关节运动按钮后,在内容区域会显示关节运动内容,点击内容区域记录当前点按钮即可记录当前点位并在左侧程序节点区域中添加关节运动节点。点击左侧节点后可进行重置操作和移动到当前点操作;内容区域可对当前关节运动进行末端速度、末端加速度、融合半径、外部轴方案进行配置。


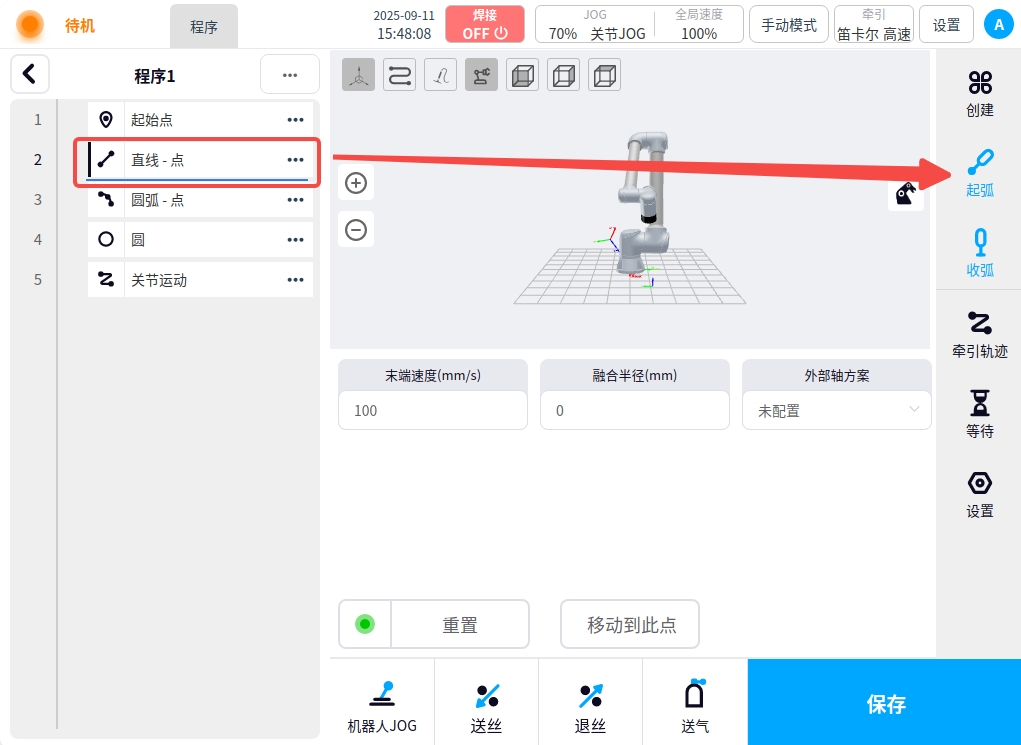
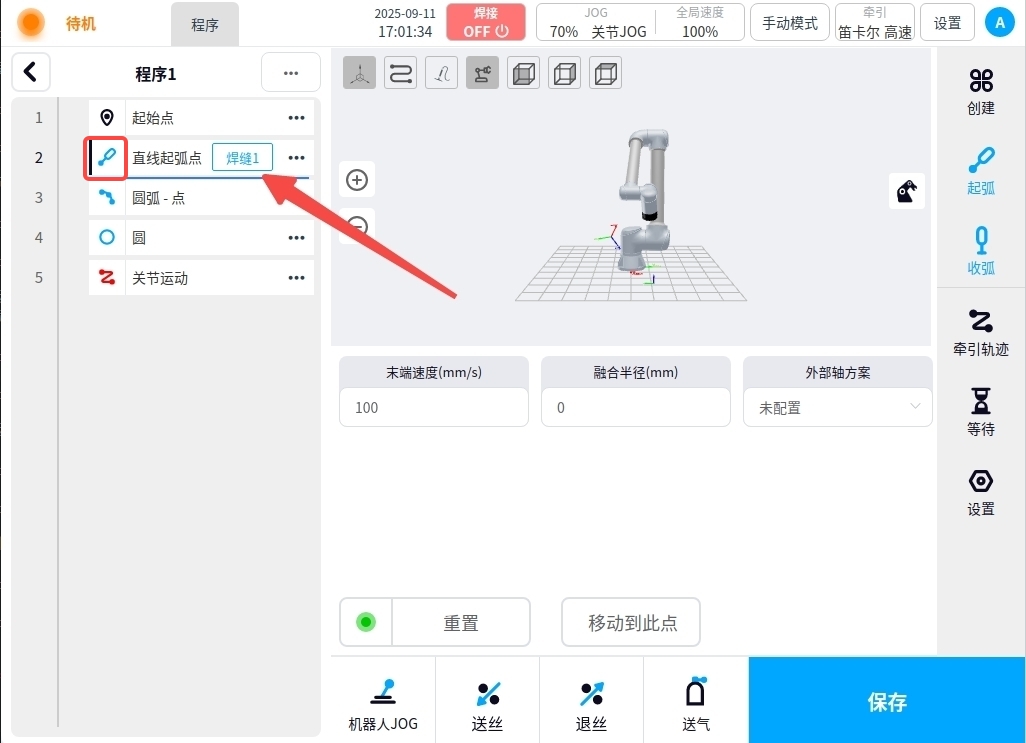
起弧: 起弧非运动节点,选中已创建的运动指令节点(直线节点、圆弧节点)后点击页面右侧的“起弧”按钮,可将该节点设置为起弧节点,同时指令节点图标变为起弧图标,并增加焊缝按钮;在作为起弧指令节点同时,关联其焊接的焊缝相关配置;点击起弧节点上的‘焊缝’按钮,可在内容区域中配置焊缝相关的工艺和焊缝设置;焊缝工艺和焊缝设置后续单独说明;起弧后节点为当前起弧后执行焊接的运动节点。

收弧: 起弧非运动节点,选中已创建的运动指令节点(直线节点、圆弧节点、圆节点)后点击页面右侧的“收弧”按钮,可将该节点设置为收弧节点,同时指令节点图标变为收弧图标;无其他配置项,但在其后必须添加一个安全点。


牵引轨迹: 牵引轨迹节点为程序中作牵引轨迹运动节点,右侧内容区域提供轨迹的记录方式、复现方式、速度配置项,配置后可点击开始记录按钮进行牵引轨迹记录,界面左上角可看到轨迹记录中提示,点击停止记录按钮则记录完成。并在左侧程序节点区域中添加牵引轨迹运动节点。


节点相关操作#
点击节点的  会出现节点相关操作项弹窗,如下图所示。
会出现节点相关操作项弹窗,如下图所示。

操作方式如下:
剪切: 剪切当前指令后,点击其他指令节点的
选中粘贴,即可在其下方添加剪切后的指令;复制: 复制当前指令后,点击其他指令节点的
选中粘贴,即可在其下方添加剪切后的指令;粘贴: 剪切或复制其他指令后,点击当前指令节点的
选中粘贴,可在下方添加剪切或复制后的指令;不启用: 设置不启用后,程序节点会显示灰色,程序将不会执行当前节点;
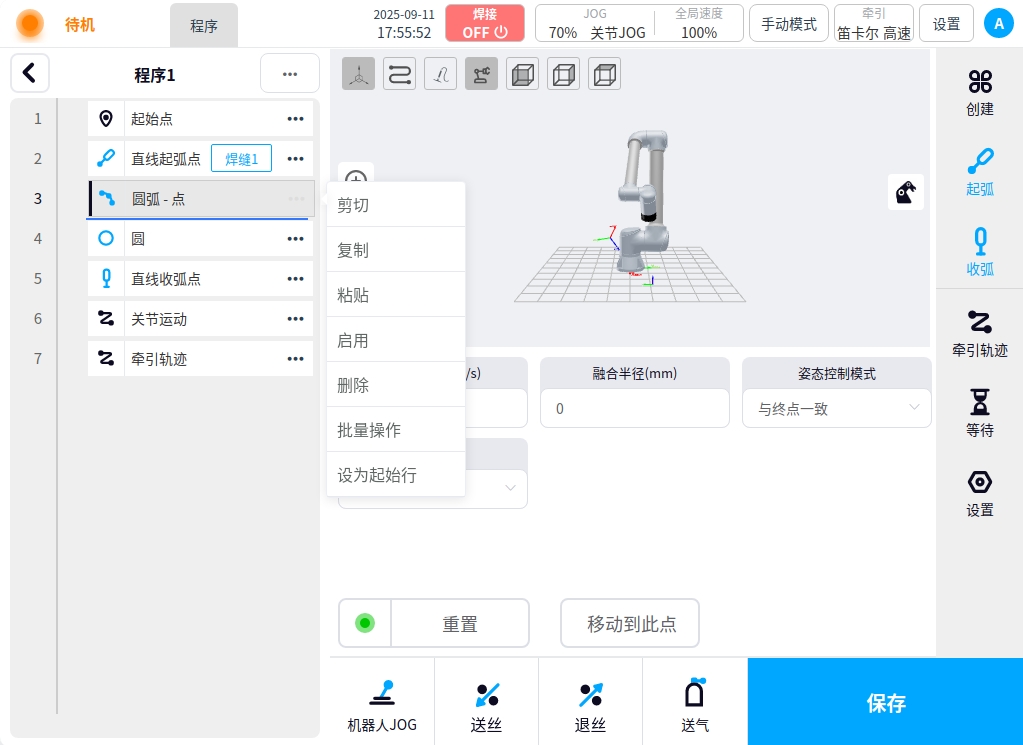
启用: 将设置不启用的程序节点启用;
删除: 删除当前指令;
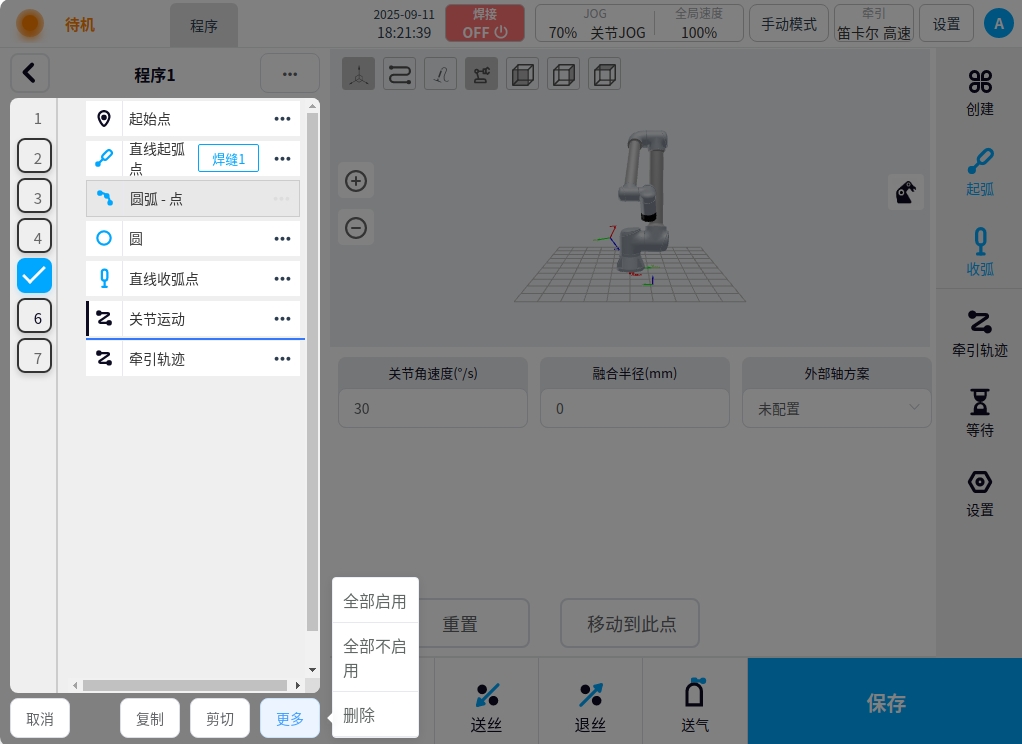
批量操作: 点击批量操作按钮后可对剪切、复制、粘贴、删除、不启用、启用等指令进行批量操作;通过程序节点左侧的复选框进行操作目标选择。

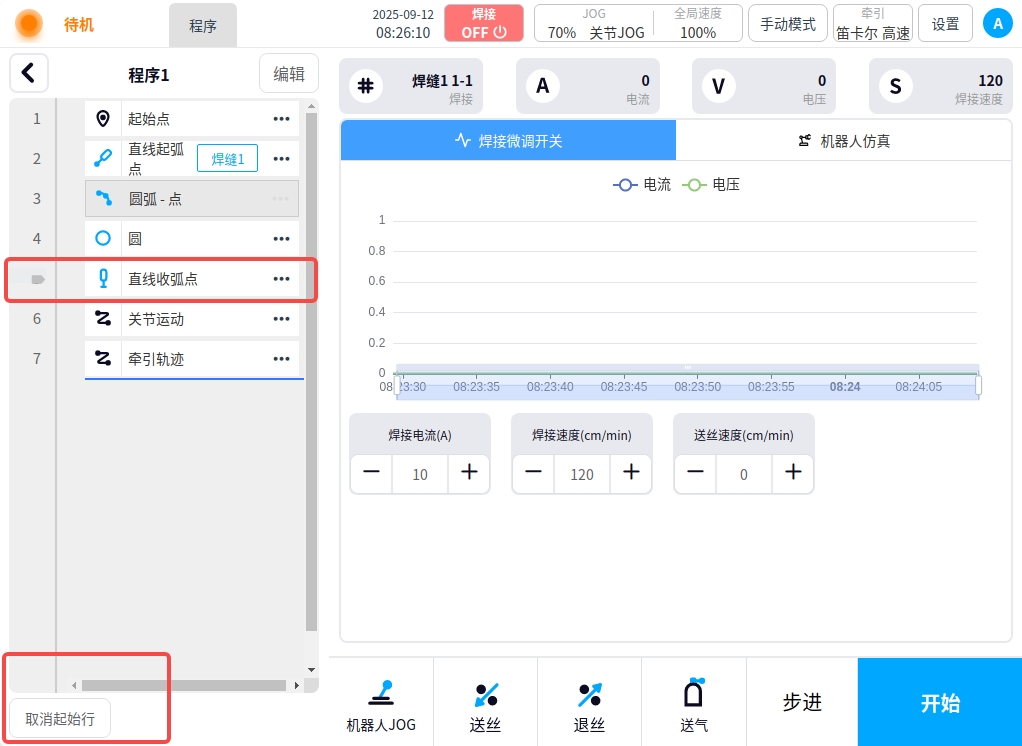
设为起始行: 将当前指令设为程序运行的起始行;设置为起始点后,在指令节点左侧显示一个
图标,表示当前指令为起始点,且在底部出现‘取消起始行’按钮。点击‘取消起始行’按钮,将取消起始行标记。
Caution
起始点节点仅支持粘贴操作。
焊缝工艺与设置#
程序中起弧节点的焊缝进行工艺的的各项参数设置。包含焊缝信息、焊接参数、焊道设置、功能设置、专家系统、工艺库。其中焊缝信息、焊接参数、焊道设置、专家系统几项不做介绍,请参考工艺库部分部分说明。

工艺库选择#
点击左侧工艺库按钮,进入工艺库选择界面。选择相应的工艺后,点击右下角保存按钮,即可获取对应的工艺数据。并跳转到焊道设置页面。

功能设置#
点击功能设置按钮进入功能设置页面,提供了断续焊、电弧跟踪、连续点焊、焊接保护、焊道坐标系设置、多层多道设置、多层多道偏移量Z向平均、连续堆焊;

断续焊#
点击断续焊后编辑按钮进入断续焊参数配置页面,在焊接工件长度不足的情况下,自动修改间隔长度,优先保障焊接长度。
断续焊启用按钮:用于是否启用断续焊;
焊接长度:断续焊单端焊接长度;
间隔长度:断续焊两端焊缝间隔长度;

电弧跟踪#
点击电弧跟踪后编辑按钮进入电弧跟踪参数配置页面,打开电弧跟踪开关即可看到电弧跟踪相应参数。

电弧跟踪启用按钮:用于是否启用电弧跟踪;
补偿方向:设置电弧跟踪补偿方向,可选项Y方向或Z方向,即左右方向或上下方向;
基准电流(A):电弧跟踪参考电流数据值,单位A,默认值为20;
最大补偿距离限制Y(mm):Y方向最大补偿距离值,单位mm,默认值100;
最大补偿距离限制Z(mm):Z方向最大补偿距离值,单位mm,默认值100;
圆弧焊接方向:可选与圆平面垂直或与圆平面平行;
各焊道单独配置:单独指定某个焊道单是否启用电弧跟踪模式和基准电压,例如:设置第一道开启电弧跟踪模式;

连续点焊#
在一段焊缝中根据设置的焊接时间和间断时间,进行连续点焊。

焊接保护#
点击焊接保护后编辑按钮,进入焊接保护设置页面。焊接过程中的保护功能,其原理是实时监控机器人工具末端是否有超过监控位移的位移量。 如果在设置的监控时间内,机器人工具末端未产生足够的位移量,判断为机器人在同一位置,此时将触发焊机收弧指令。 该功能的目的是,不让机器人在同一位置有长时间的焊接操作,以防焊件烧穿
焊接保护启用按钮:用于是否启用焊接保护;
监控位移:设置监控位移的位移值,单位mm;
监控时间:设置的监控时间,单位ms;

焊道坐标系设置#
点击焊道坐标系设置后编辑按钮,进入焊道坐标系设置页面。可进行焊道坐标系创建方法设置; 焊道坐标系创建方法:可选项世界XOY平面、世界XOZ平面、世界YOZ平面、记录参考点位姿、三点平面法、圆弧平面法向; 其中世界XOY平面、世界XOZ平面、世界YOZ平面直接选择即可;

记录参考点位姿: 记录参考点位姿选中后需记录所需的参考点位姿。如图所示,记录后会有坐标显示;

三点平面法: 示教三个点,以这三个点组成的平面作为焊道坐标系的xoy平面;示教三个点后点击计算按钮,会计算出对应的坐标系;

圆弧平面法向: 若焊接轨迹为圆弧,将以圆弧平面的法向作为焊道坐标系的法向;

多层多道#
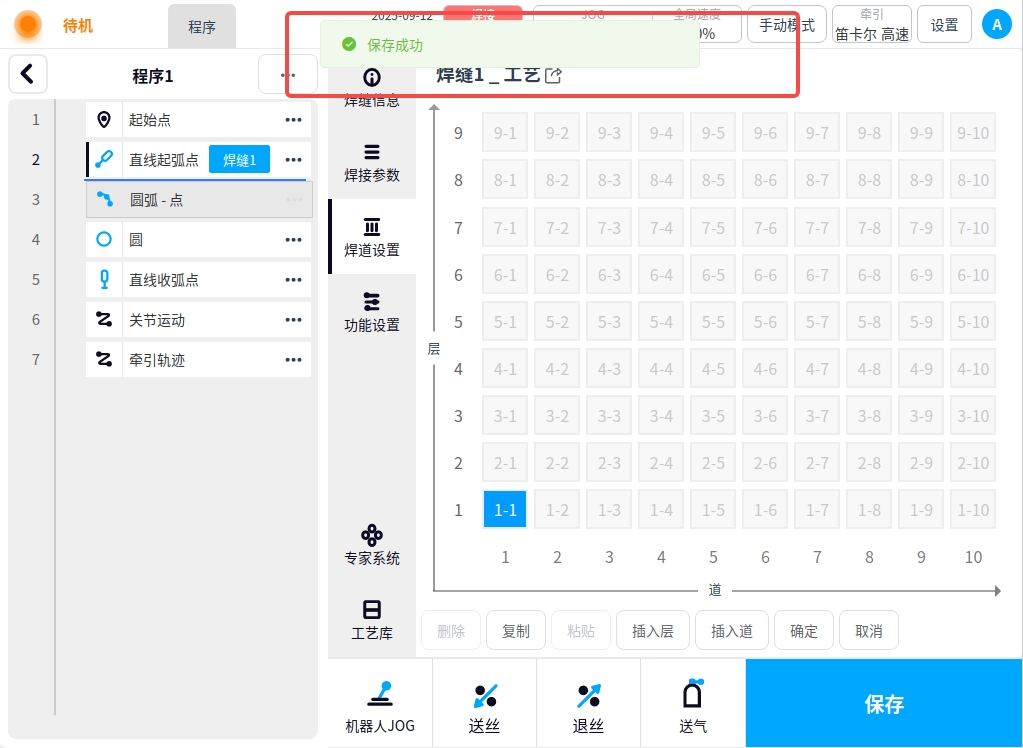
点击多层多道后编辑按钮,进入多层多道页面。若未进行工艺设置,点开页面焊道数据为空;若已设置多层多道工艺数据,则会生成对应的焊道进入页面如下图所示:


功能: 进行多层多道的焊接,并可进行焊道延时设置和道间确认配置以及某一或多焊道任意执行操作;
操作:
蓝色边框表示选中的焊道;深灰色块表示可执行焊道;浅色块表示不可执行焊道;
底部按钮:全选指选中全部焊道;执行指将选中的焊道设置为可执行;不执行指将选中的焊道设置为不可执行;
点击单个焊道块可进行以下操作:第一次点击 选中 ,第二次重复点击可设置为 可执行/不可执行 ;
点击底部横向数字块可进行以下操作:第一次点击 选中整列 ,第二次重复点击可设置当前列为 可执行/不可执行 ,取当前列从下往上第一个焊道块状态值为参考,设置整列为其相反状态 ;例如:点击1列数字,且1列第一个焊道块状态为可执行,再次点击1列数字时,会将整列焊道设置为不可执行,反之亦然。
点击左侧竖向数字块操作同上,为整行操作;
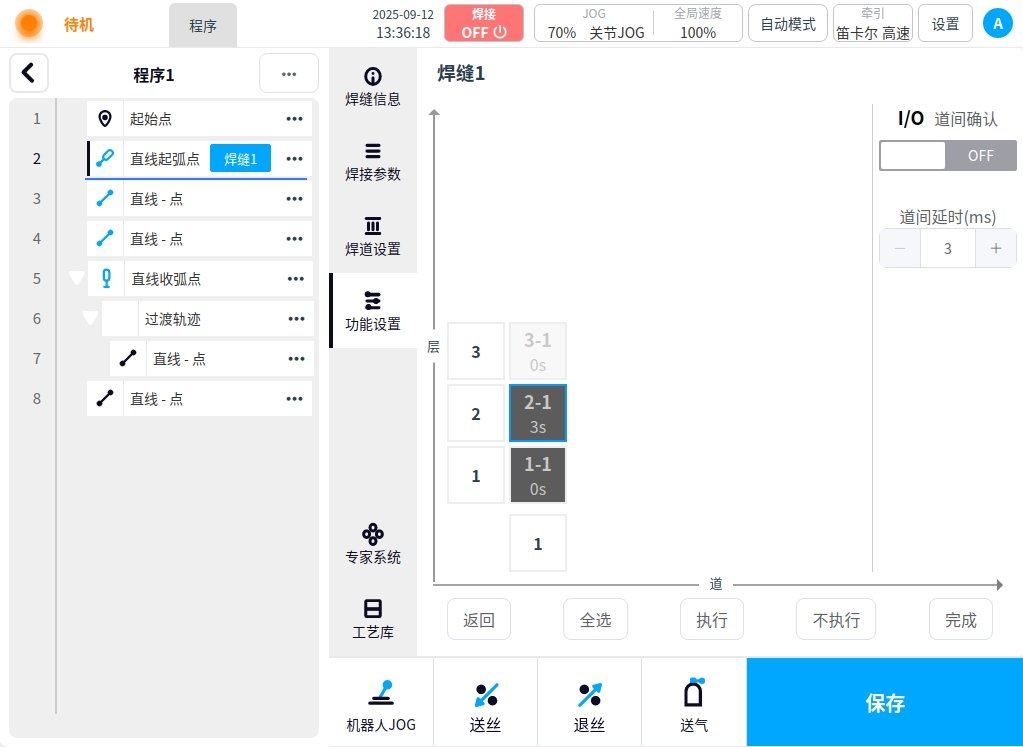
当选中的焊道块为可执行时,页面右侧可出现道间设置,可进行:I/O道间确认、道间延时设置,且为二选一,。单选时,为单道操作,修改值会直接反馈到焊道块显示;整行、整列、全选操作时,修改值后需要点击保存才能批量修改,并在焊道块显示;如下图:


设置完成后,右下方完成按钮进行保存;
I/O道间确认: 焊道开启道间确认后,焊接执行当前焊道前会弹出道间确认提示框,点击继续运行后进行焊接;

道间延时: 焊道设置道间延时后,焊接执行当前焊道前会延时设置的时间后继续进行焊接,例如下图:设置延时3秒,则焊接执行当前焊道前会延时3秒后继续进行焊接;
任意焊道执行: 选中需要执行的焊道,并切换为可执行状态,点击右下方完成按钮进行保存即可;返回程序执行页面执行该程序,运行焊道即为所设置的焊道。例如:仅执行第二层的所有焊道
