


焊接执行#
焊接工艺和焊接程序了解后,可以进行具体的完成焊接程序编写和执行;下面将介绍几种焊接程序编写和执行。
程序编写#
单道焊接程序#
在程序管理页面,点击新建程序,进入程序编辑页面;
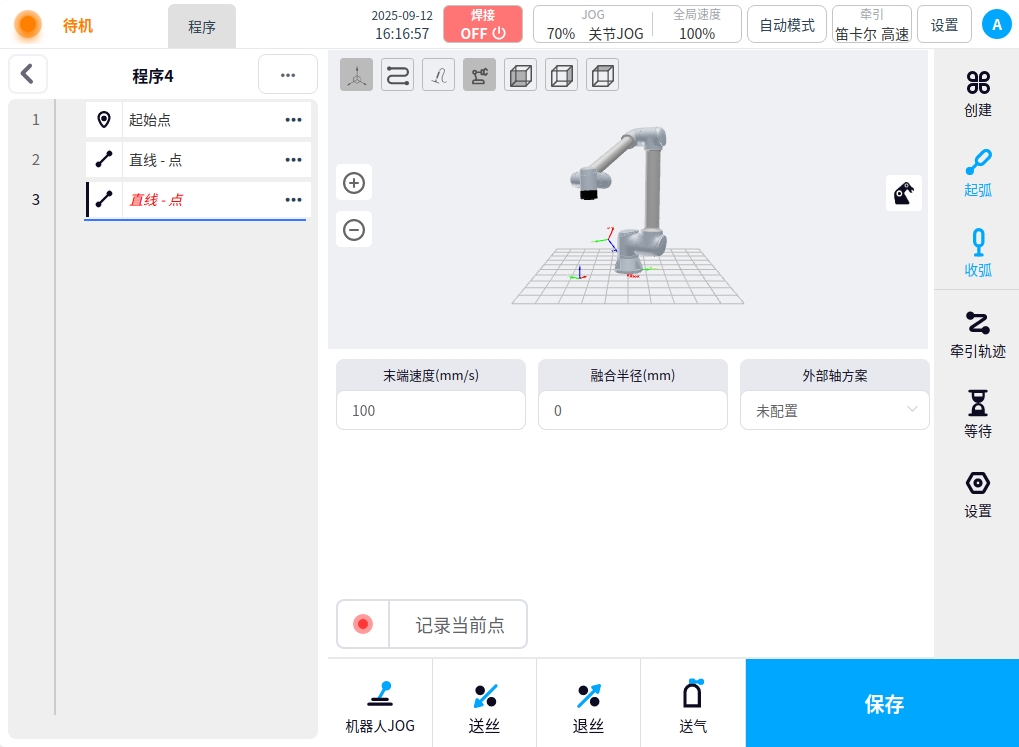
创建起始点 示教机器人使焊枪处在安全位置,并创建记录起始点;

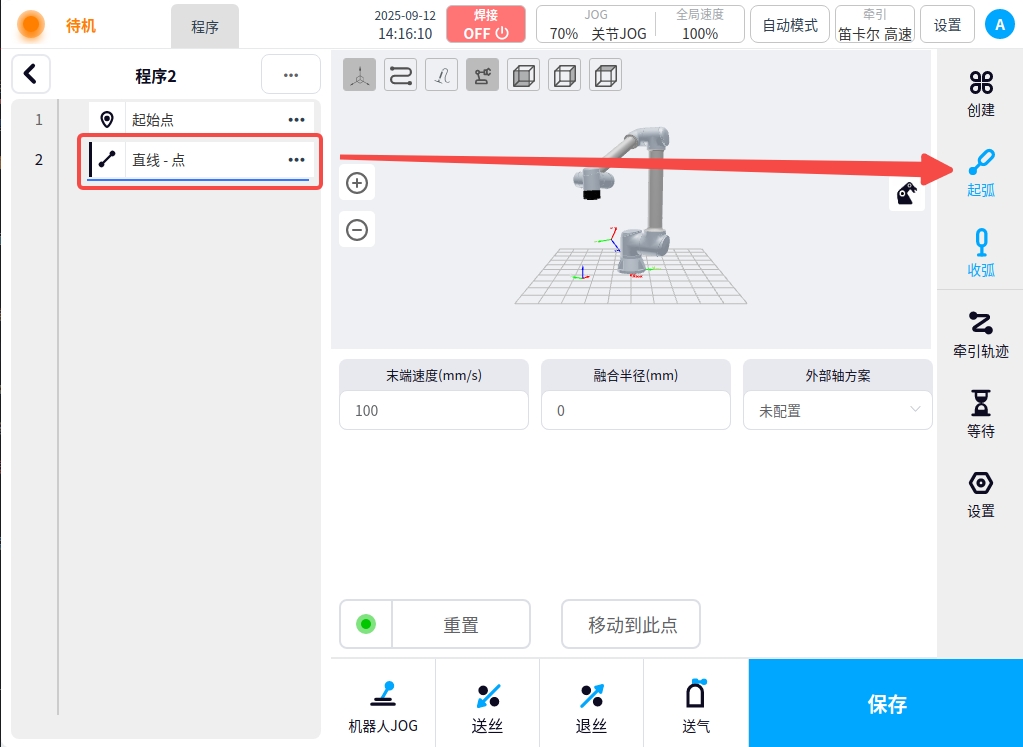
点击页面右侧创建按钮,增加 直线 示教机器人使焊枪移动到起弧点,并记录当前点位置;

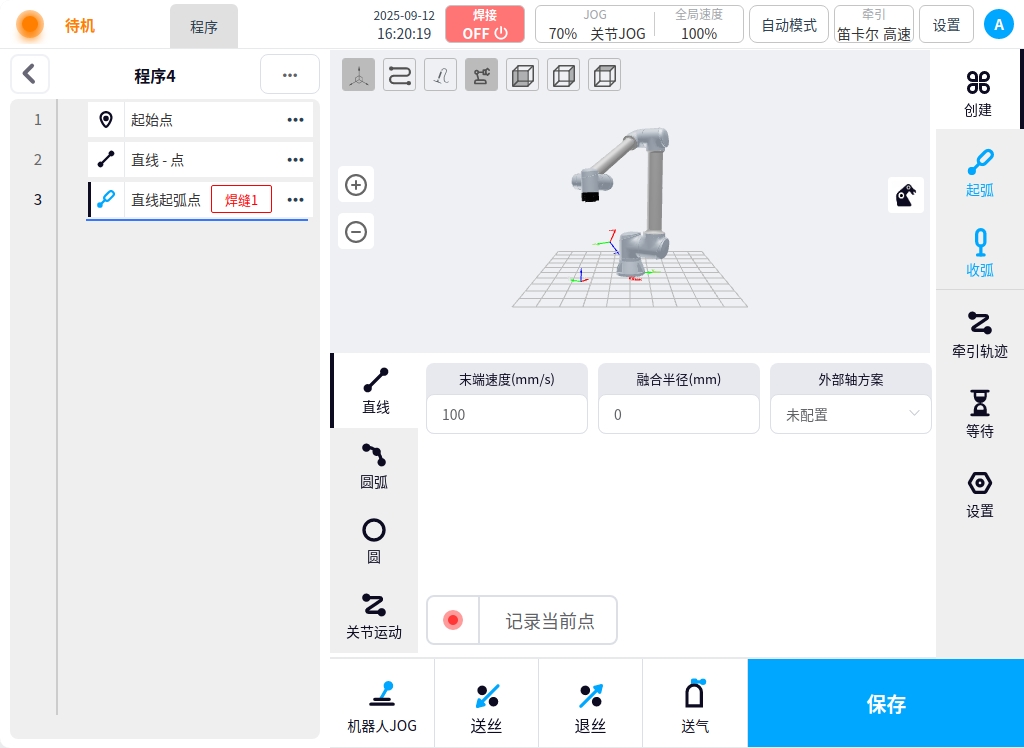
选中需起弧的点,点击页面右侧起弧按钮使选中的节点变为起弧点;并点击节点上的焊缝按钮进行焊接工艺设置,焊接工艺设置参考程序管理中 焊缝工艺与设置,焊道设置只需要设置单道;


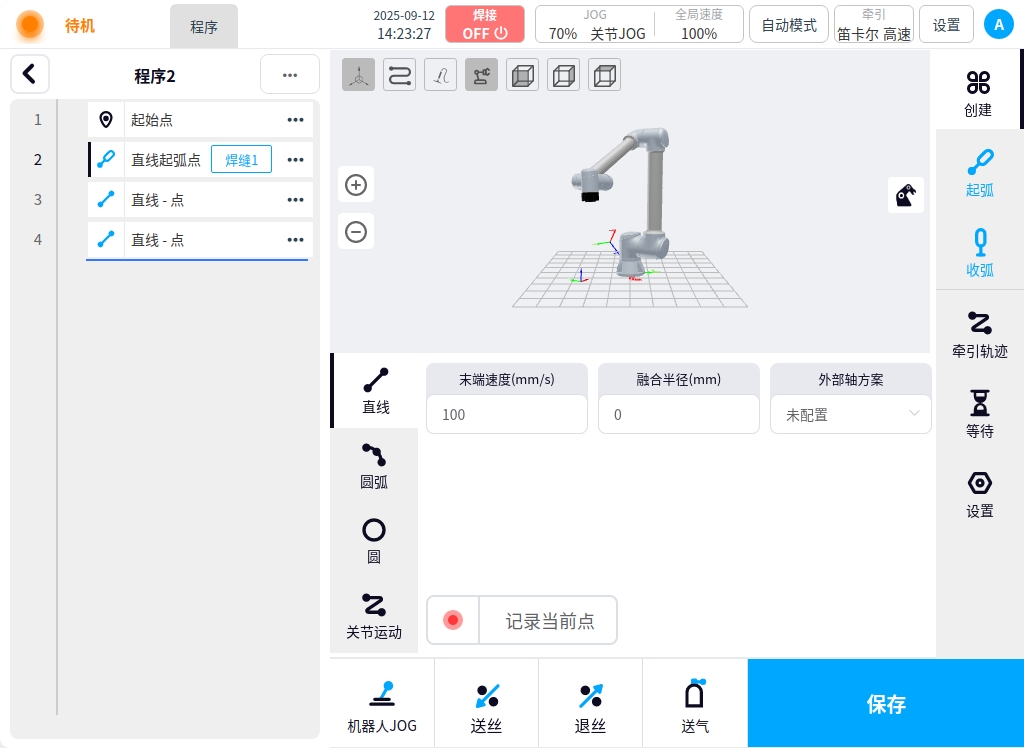
根据实际情况点击页面右侧焊缝执行类型选择,例如:
直线+直线
对于直线多段焊接或者多点焊接也可采用断续焊方式,可以在工艺设置中焊接设置开启断续焊功能 。
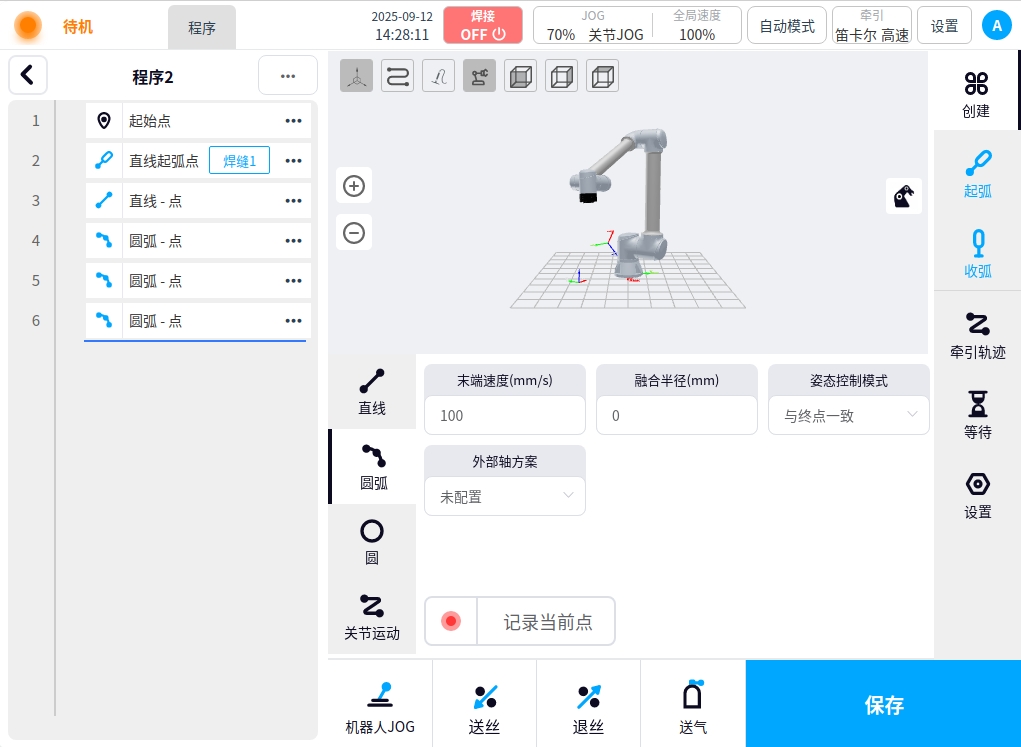
直线+圆弧或者圆弧+圆弧
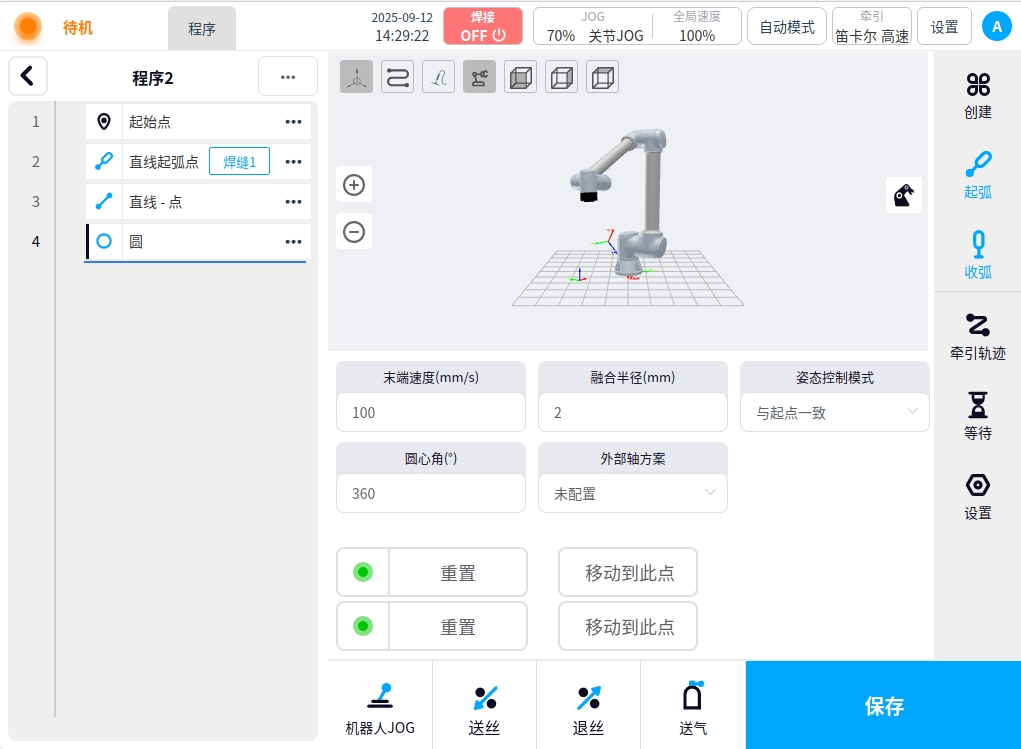
圆
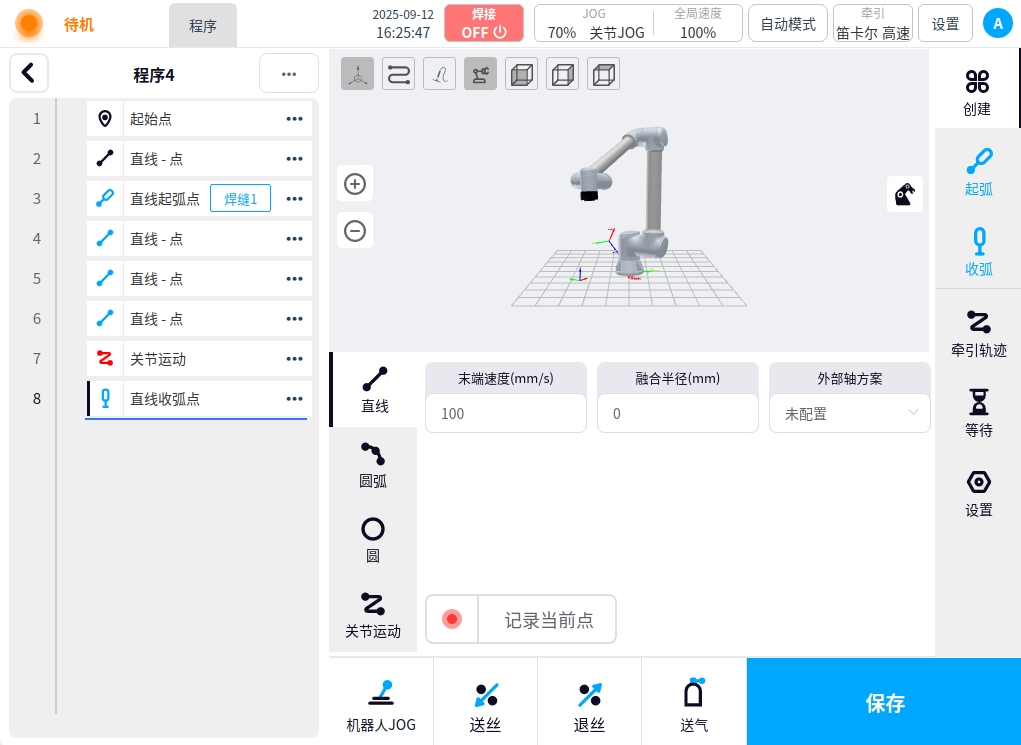
在起弧下方配置焊缝执行类型以及轨迹后,需增加收弧节点才算一个完整的焊缝,所属焊缝内的所有节点前的图标都会变成蓝色,并且在收弧节点下需配置收弧的 安全点 ,在焊接结束后回到安全位置;

到此一个简单的单道焊接程序就配置完成。点击程序节点区上方保存  按钮,即完成单道焊接程序;
按钮,即完成单道焊接程序;

焊缝不同焊接速度程序#
单条焊缝,不同焊接速度的焊接程序,需要再收弧前创建多个起弧节点,起弧节点设置不同的焊接工艺,例如:更改焊接工艺的焊接速度,实现单次焊接不同焊接速度需求,如下图:
收弧节点前多起弧节点不会重复触发起弧指令

多层多道焊接程序#
多层多道焊接程序和单道程序一样,区别在于焊缝的工艺设置;
按场景创建程序,例如:

点击起弧焊缝添加多层多道工艺,如果已在工艺库添加了多层多道工艺,则直接选择;如果使用专家系统则进入专家系统填写相关焊接参数生成;如果使用用户自定义工艺则进入用户自定义工艺添加工艺数据;
这里只做用户自定义工艺示例,工艺库和专家系统参考工艺库和焊接工艺与设置。
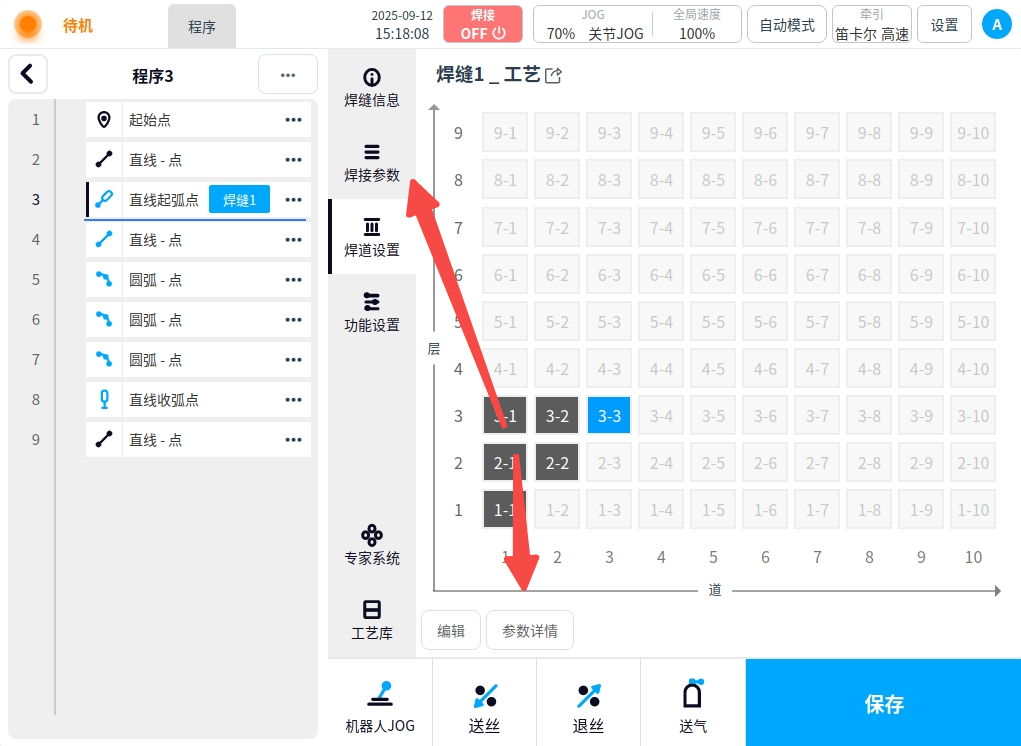
点击起弧节点的焊缝按钮,选择焊道设置进行多层焊道设置。

添加焊道数据。例如:第一层一道、第二层两道、第三层三道。

添加焊道后点击确定进入预览页面,在预览页面可选中网格中焊道,点击参数详情按钮进入焊接参数页面,或者直接点击左侧焊接参数按钮进入焊接参数页面。
示例: 第一层一道,作为跟焊道只需要依次(起弧前→起弧→焊接/摆焊→收弧→起弧后)点击相应按钮添加相关焊道数据即可。完成后点击保存返回预览页面,进行其他焊道操作;

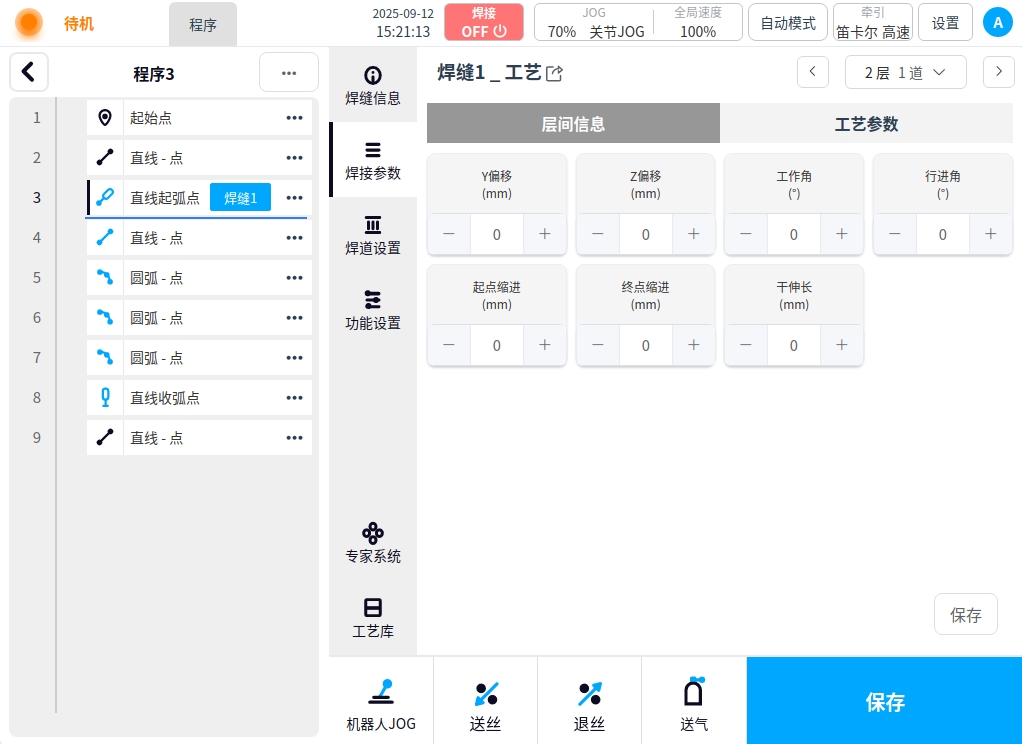
示例: 第二层一道;非跟焊道需配置层间信息。配置层间信息如下图,配置完成后点击工艺参数再进行工艺参数配置(参照上方根示例)
后续焊道配置同上,依次配置即可。配置完后点击功能设置,进入功能设置页面,可根据需求开启相关功能(如电弧跟踪、焊接保护、多层多道等)。
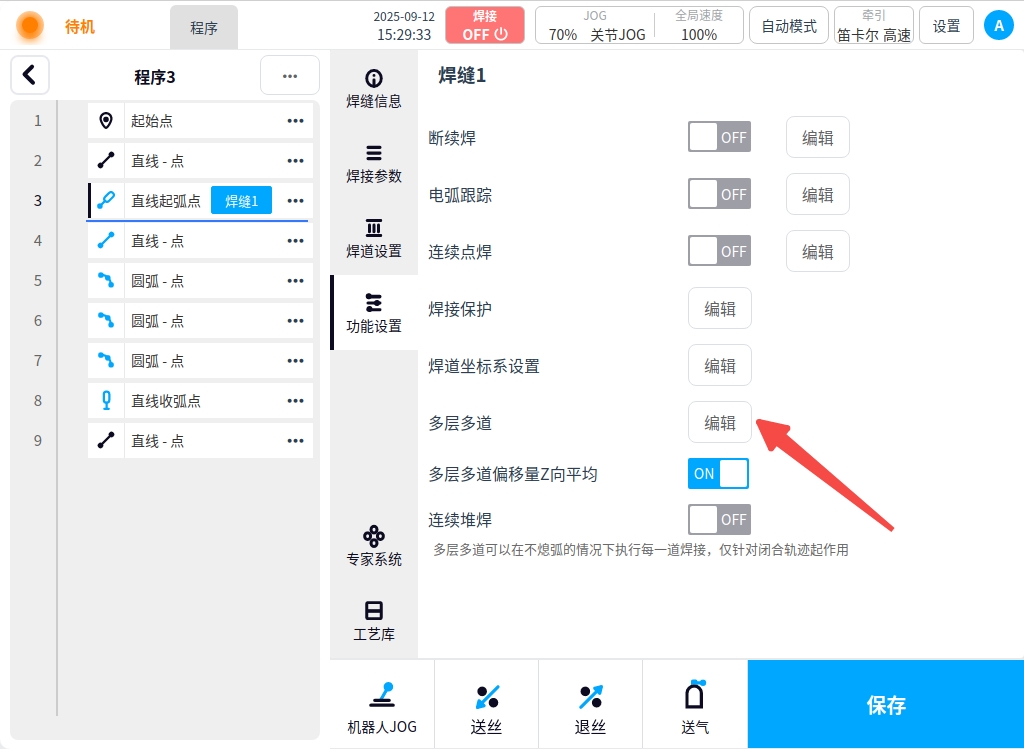
如需为多层多道添加I/O道间、道间延时或者多层多道仅执行部分焊道操作,在此点击多层多道按钮,做多层多道配置;(操作方式可参考 程序管理 关于焊缝工艺与设置中的多层多道设置描述)
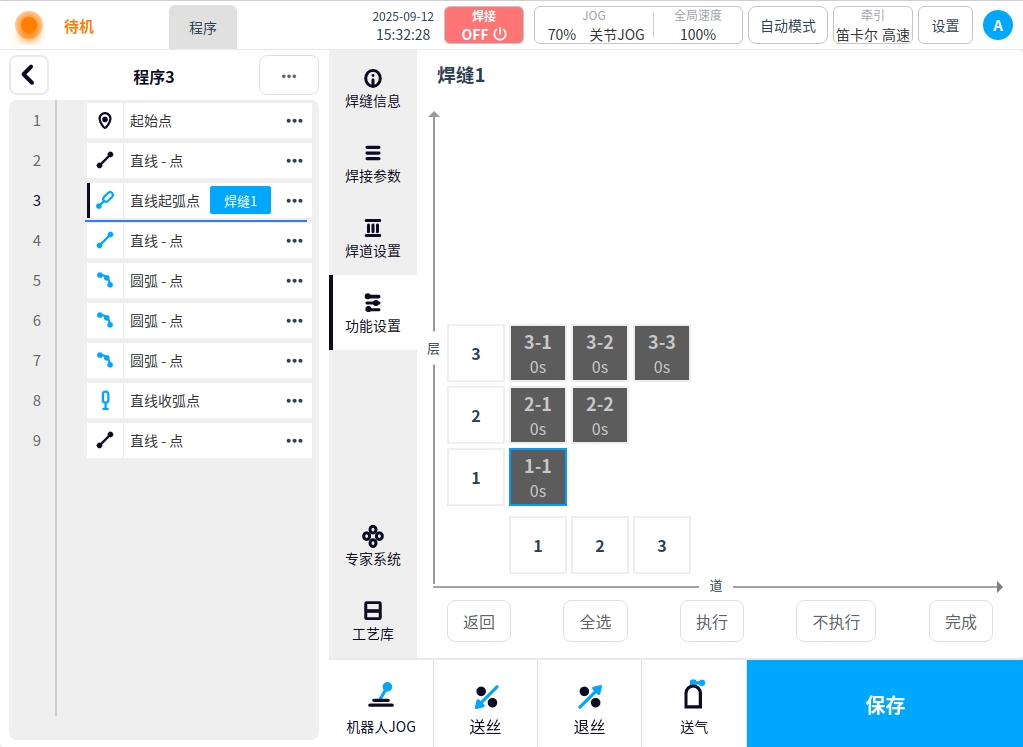
完成多层多道工艺设置后,点击 保存 按钮,即完成了多层多道焊接程序。
过渡轨迹: 在多层多道焊接复杂场景下,道与道之间过渡时要考虑安全姿态问题,因此需要设置过渡轨迹。 过渡轨迹设置方式: 1. 当前焊缝为多层多道焊缝; 2. 在程序中选中收弧节点,在收弧内容区域右下角点击 ‘添加过渡轨迹’; 3.添加过渡轨迹指令后,点击页面右侧创建指令,然后按照场景添加相应的运动轨迹指令即可。例如:添加直线; .. image:: ./image/04-21.jpg


多焊缝焊接程序#
除了多层多道以外,还可添加多条焊缝,进行焊接执行;程序编辑方式和工艺添加方式不变,只需通过增加起弧和收弧的方式创建其他焊缝即可,如下图所示:

实时校验#
在编辑程序过程中,实时检测添加的程序节点是否正确,并给出相应的提示。
点位未记录: 运动指令中点位未记录时,程序节点字体倾斜并变为红色。例如:
未设置工艺参数: 添加起弧指令后,未设置工艺参数时,起弧节点上焊缝按钮字体变为红色。例如:
关节运动添加错误: 在焊接的过程中不允许添加关节运动指令,如添加关节运动指令,关节运动指令左侧图标变成红色。例如:
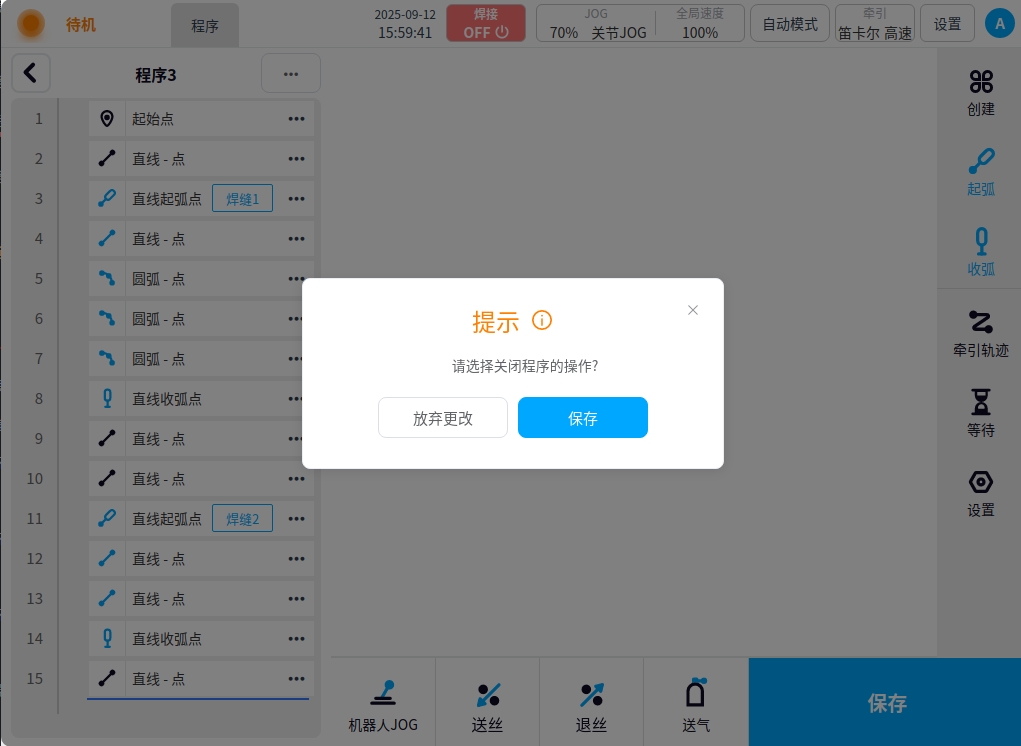
程序返回: 程序编辑状态点击左上方返回按钮,会弹出‘请选择关闭程序的操作’提示框,选择保存则会保存当前程序后返回程序列表,选择放弃更改,则放弃当前编辑的程序,保留程序编辑前的状态,返回程序列表。在打开当前程序后,若在多次编辑并保存时,在编辑状态下返回后选择放弃修改按钮,则此时保留的程序是最近一次保存的程序;非编辑状态无弹窗;
程序运行#
程序运行即焊接执行。非编辑状态下,点击 运行 按钮,即可开始程序运行。
程序运行前校验
程序运行前会进行相关程序校验,校验通过后,即可进行程序保存和运行。校验规则如下:
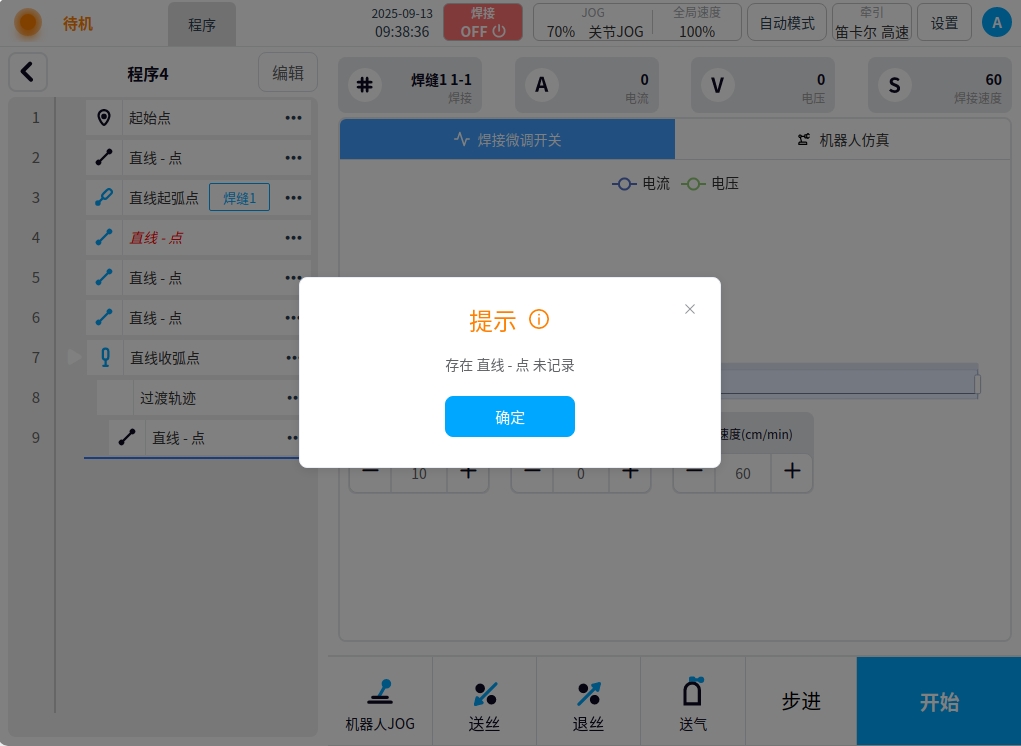
程序中存在起始点、直线、圆弧、圆、关节运动等节点时,必须设置其标记的记录点位置。缺少时校验不通过,会有弹出框提示,如直线点存在未记录
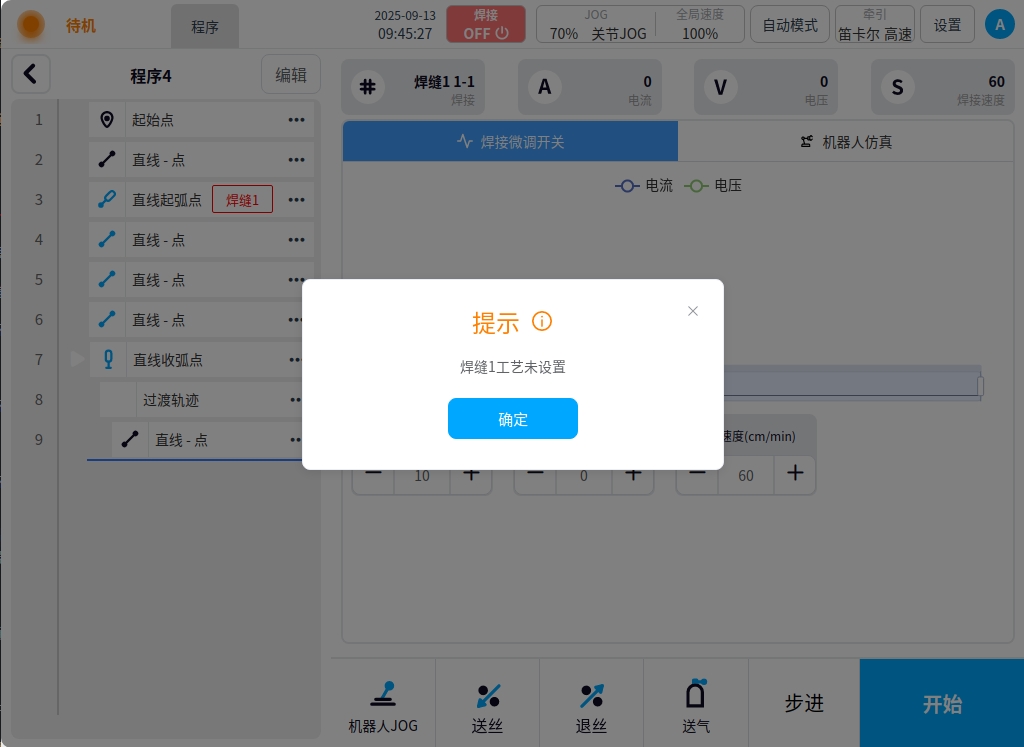
程序中存在起弧指令时,必须配置焊缝的工艺配置,若未配置工艺配置,则校验不通过,会有弹出框提示
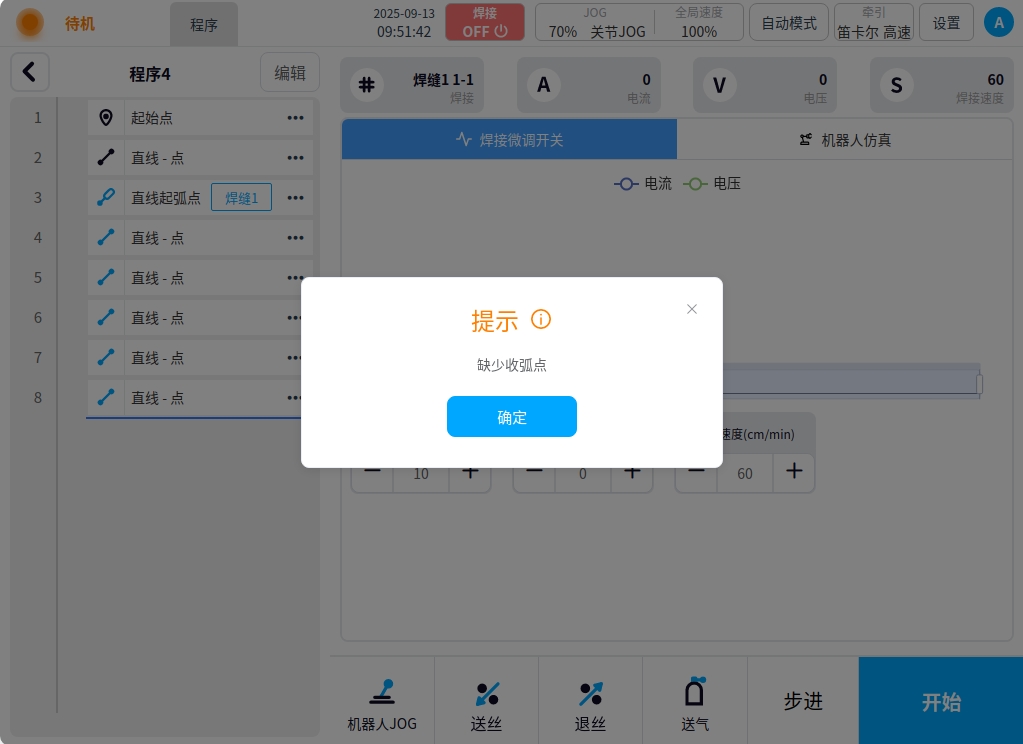
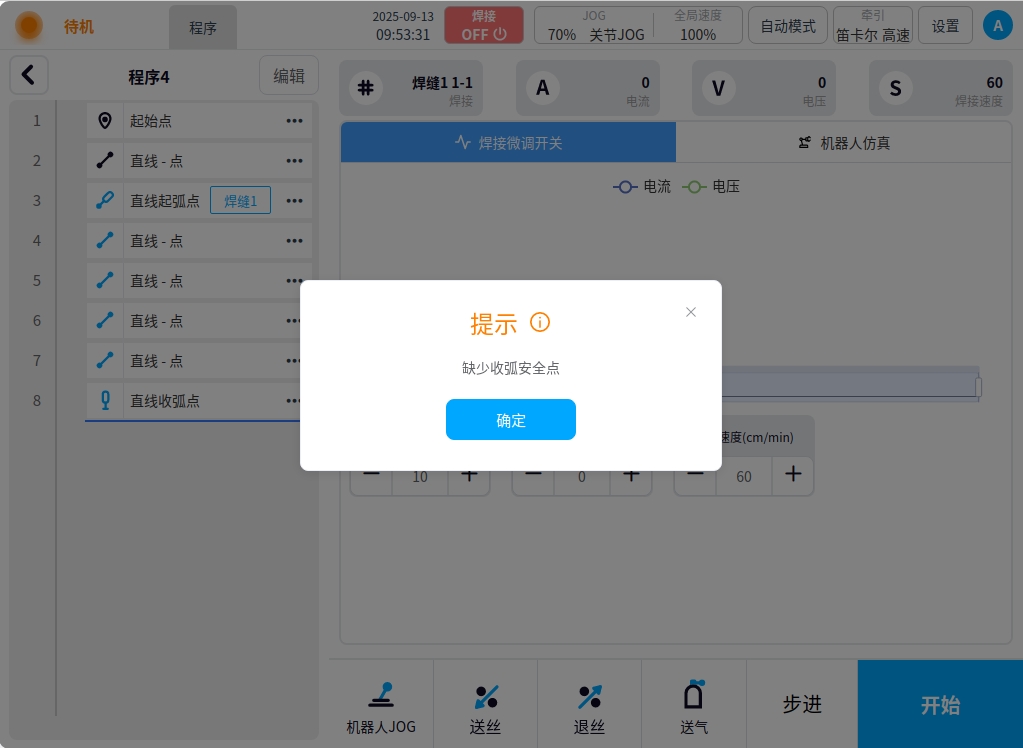
程序中存在起弧指令时,必须在起弧后配置的收弧指令和收弧安全点,若未配置,则校验不通过,会有弹出框提示
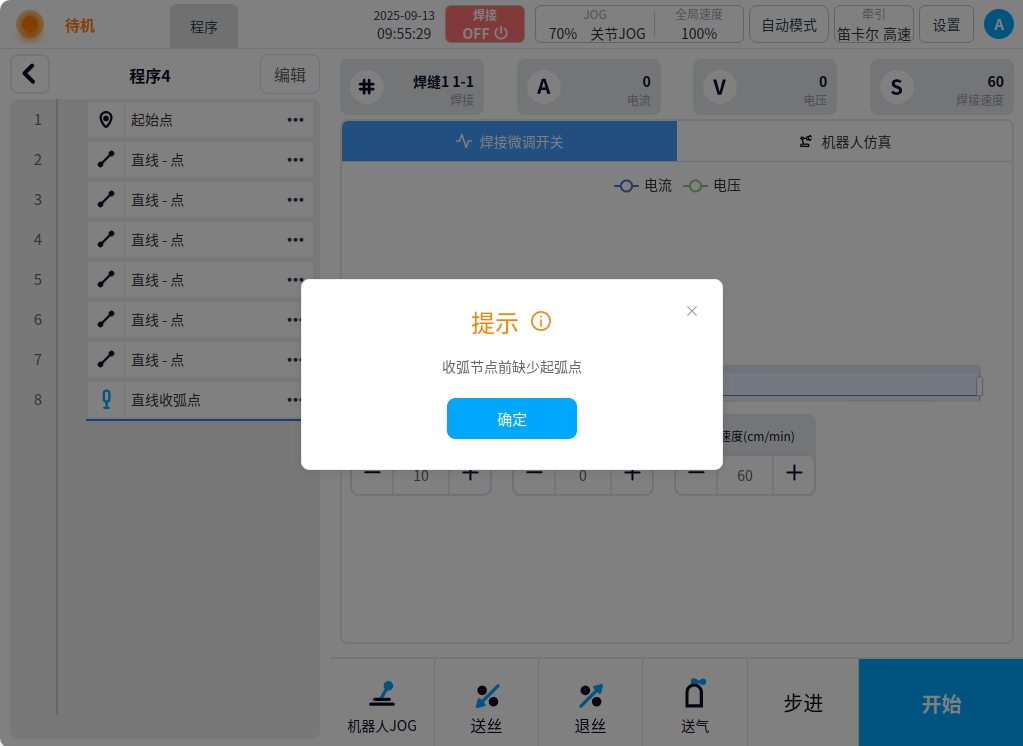
程序中存在收弧指令时,必须在收弧前配置的起弧指令,若未配置,则校验不通过,会有弹出框提示
当前机器人姿态点与程序起始点不同时,页面下方会出现‘与Home位置不一致, 请先将机器人移动到Home位置’提示,点击按住回起点即可回到起始点;

程序校验通过后程序正常运行。 程序运行中时,页面进行运行状态和焊接参数显示,提供部分操作指令功能,如下:
运行状态和焊接参数显示:
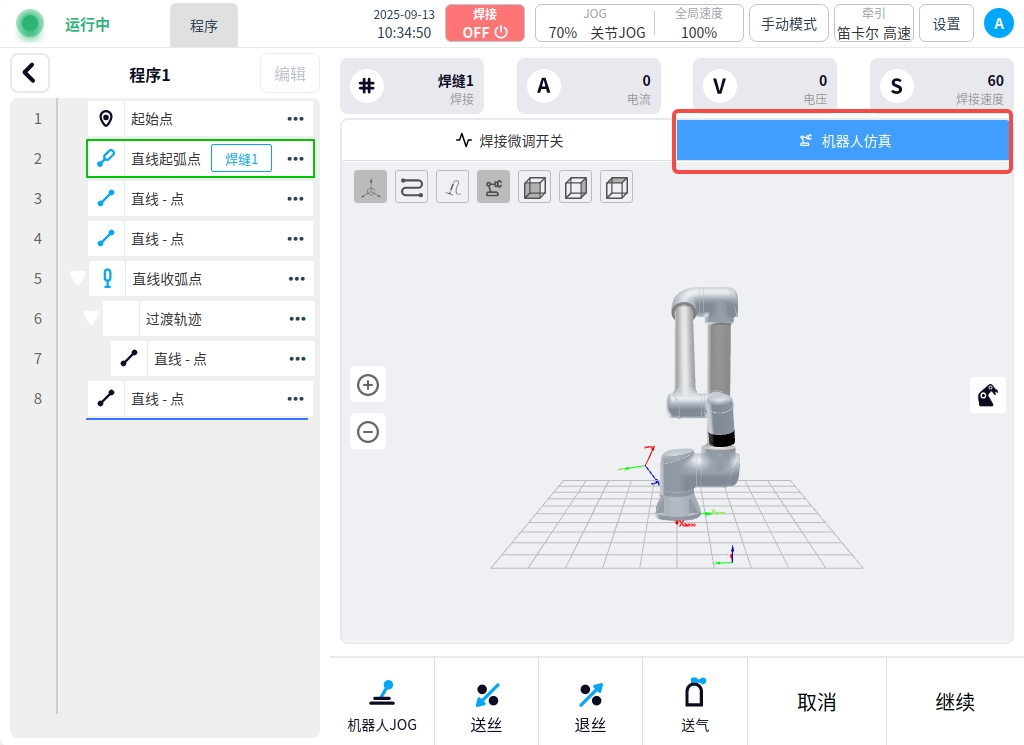
运行状态:页面左上角机器人状态显示为运行中,左侧程序会标注显示当前执行运动轨迹节点;内容区域上方会显示当前焊接的焊缝焊道;如需看机器人运行姿态可点击页面右侧‘机器人仿真’按钮,切换至机器人仿真页面;
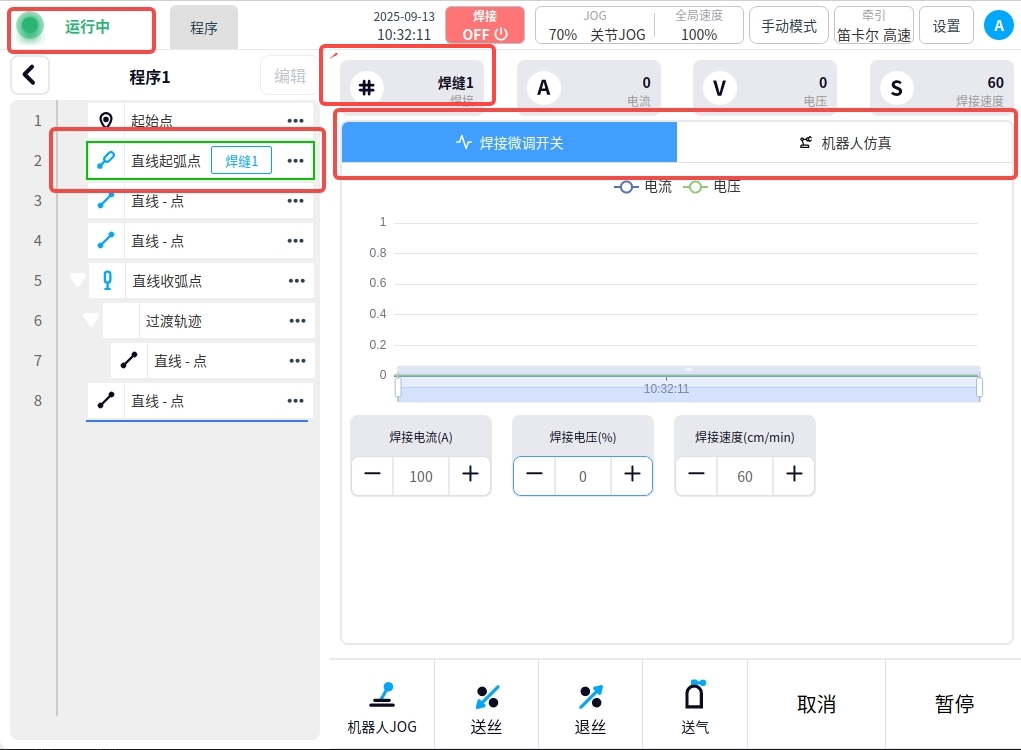
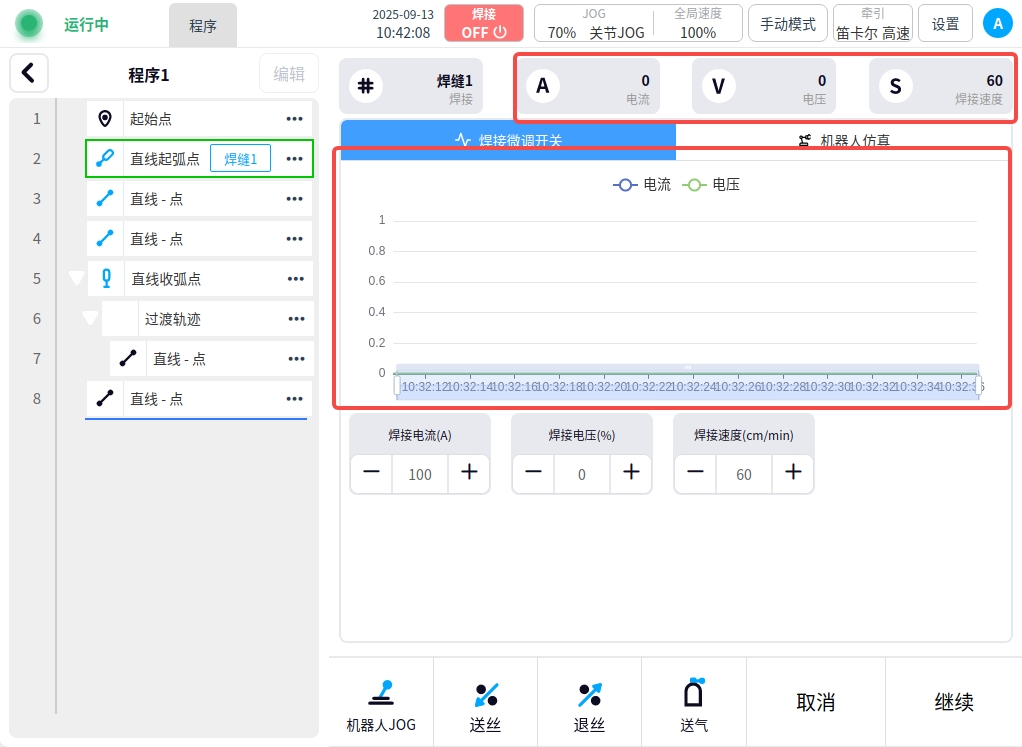
焊接参数显示:页面内容区域上方会显示当前焊接参数信息(电流、电压、焊接速度);中部区域默认会显示当前电流电压的曲线波动图;
运行中操作指令功能:
焊接实时数据修改:点击页面顶部设置按钮进入设置页面,在焊接设置中将 启用在线微调 功能打开;启用后即可在程序运行中对焊接的部分参数进行微调修改;在线微调必须是在焊接轨迹的过程中才能进行修改;且修改后可以选择是否同步修改至焊缝工艺中;例如:修改焊接速度,出现保存按钮的弹窗,按住弹窗右上角可进行移动;如保存后可到焊缝工艺中查看修改结果;




操作指令:内容区域下方提供了几种操作指令;

功能指令: 功能指令工具区从左到右分别为:
移动: 进入机器人移动页面,在移动页面可点击相应按钮进行移动操作;也可点击移动到按钮输入相应的关节角度进行移动操作;
送丝: 操纵送丝机进行送丝操作;
收丝: 操纵送丝机进行收丝操作;
送气: 操作焊机进行送气操作;
运行指令:
步进: 程序以步进的模式运行;
运行: 运行程序;
取消: 点击取消按钮,关闭当前焊接任务;
暂停: 点击暂停按钮,暂停当前焊接任务;
继续: 暂停状态下,点击继续按钮,继续执行当前焊接任务;