工艺库#
工艺库页面用来管理当前激活工程内所有工艺文件。左侧显示工艺列表,右侧显示当前选中的工艺内容。
在高级模式下,点击用户头像,选中“工艺库”进入工艺库页面,若当前无工艺则显示空白,需点击左下角新建或者导入进行工艺添加。

新建: 点击新建会自动生成工艺名,也可根据情况进行修改。点击‘OK’按钮,即可完成工艺添加。

导入: 点击’…’选择导入,会弹出U盘文件选择框,选择对应工艺文件后点击‘导入’按钮,即可完成工艺导入。
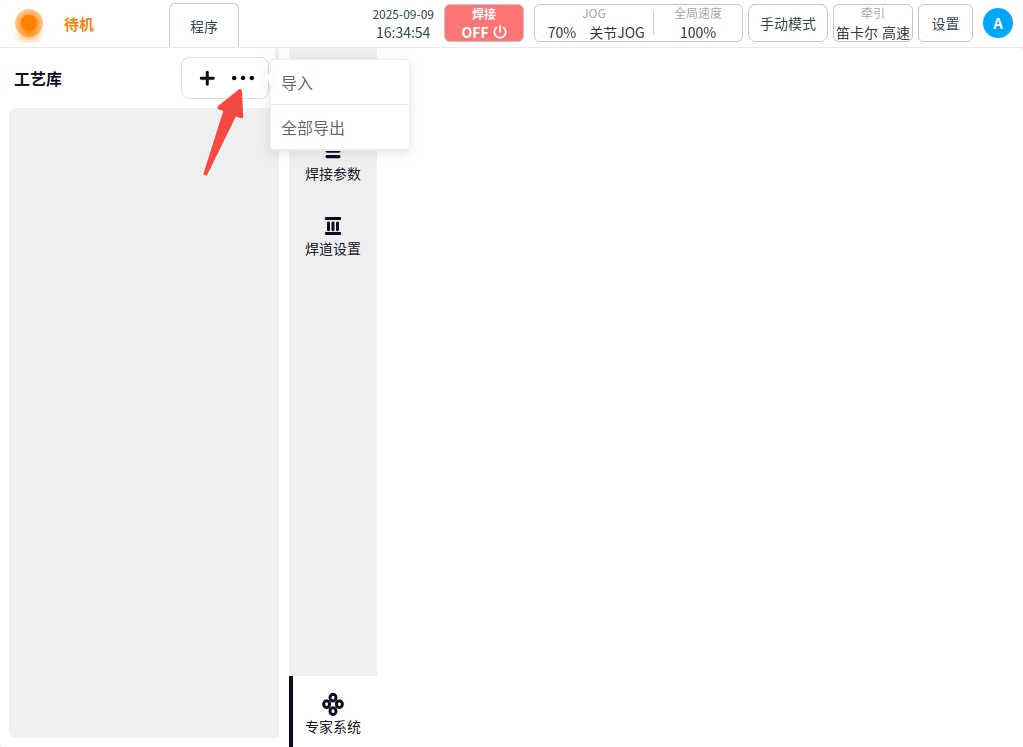

全部导出: 点击全部导出按钮,可将当前列表工艺文件导出到U盘上。
工艺列表#
添加成功后即可在页面左侧显示工艺列表;

列表中工艺项提供部分工艺信息显示和操作,具体如下:

上图所示从左到右依次为:序号、工艺类型、工艺名称、锁定图标、操作图标;
序号: 显示工艺在列表中的序号;
工艺类型: 当图标显示  时,表示该工艺为单道工艺;当图标显示
时,表示该工艺为单道工艺;当图标显示  时,表示该工艺为多道工艺;
时,表示该工艺为多道工艺;
工艺名称: 显示工艺名称;
锁定图标: 当图标显示  时,表示该工艺已锁定;当图标显示
时,表示该工艺已锁定;当图标显示  时,表示该工艺未锁定;
时,表示该工艺未锁定;
操作图标: 点击图标进入工艺进行复制、重命名、备注、导出、锁定/开放、删除操作;
复制:单击“复制”会弹出键盘,被复制的工艺名称默认将在后面加“_copyxx”后缀,用户也可以根据工艺文件命名规则进行修改重命名;点击‘OK’即可保存。
重命名:单击“重命名”会弹出键盘,输入新的工艺名称后,确定即可修改;
备注:单击“备注”会弹出键盘,输入新的工艺备注信息;
导出:单击“导出”可以将工艺文件导出到U盘上;
锁定/开放:可以对工艺文件进行锁定或开放操作。锁定后无法对当前工艺进行删除和重命名操作;
删除:单击“删除”会弹出确认对话框,确认后即可删除该工艺文件;

工艺内容#
选中左侧工艺列表中的任意一条数据,可查看和设置工艺内容。内容区域分为:焊缝信息、焊接参数、焊道配置、专家系统;

焊缝信息#
点击焊缝信息。可对当前工艺所焊接工件的材料、接头类型、焊接位置、接头尺寸进行设置。设置完成后点击保存即可;
材料: 可进行焊接母材、焊丝类型、焊丝直径、保护气类型设置;
接头类型: 可进行接头类型、接头形式设置;
焊接位置: 可选择平焊、横焊、立焊、仰焊;
接头尺寸: 可进行w1、w2、t1、t2设置;




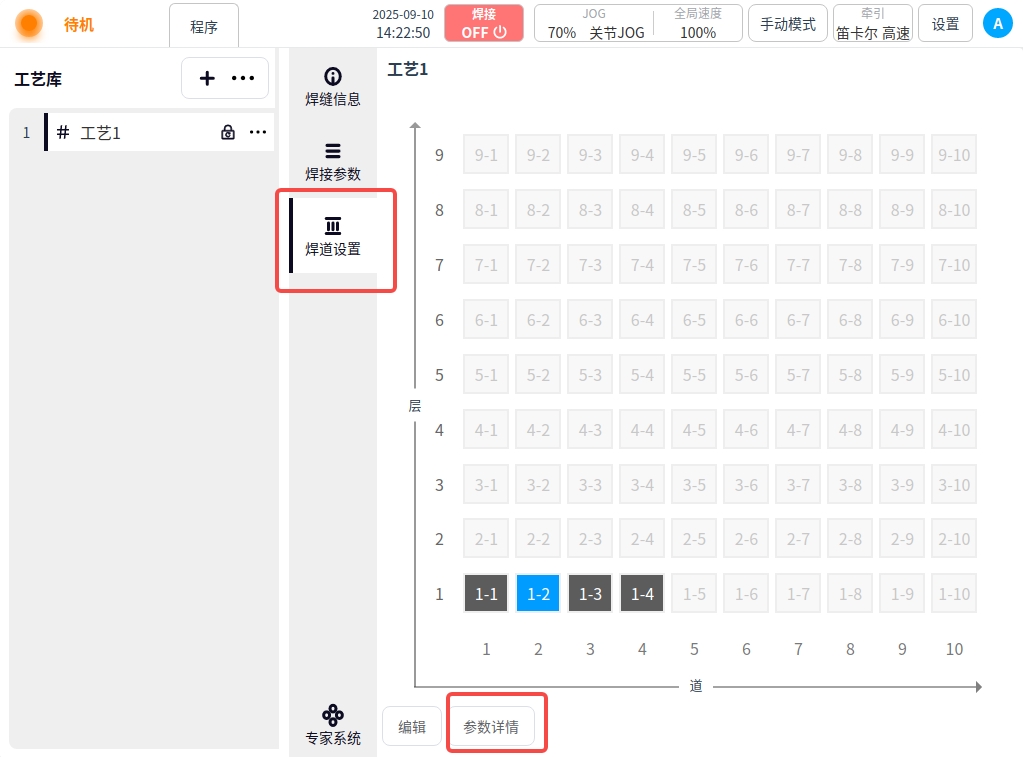
焊道设置#
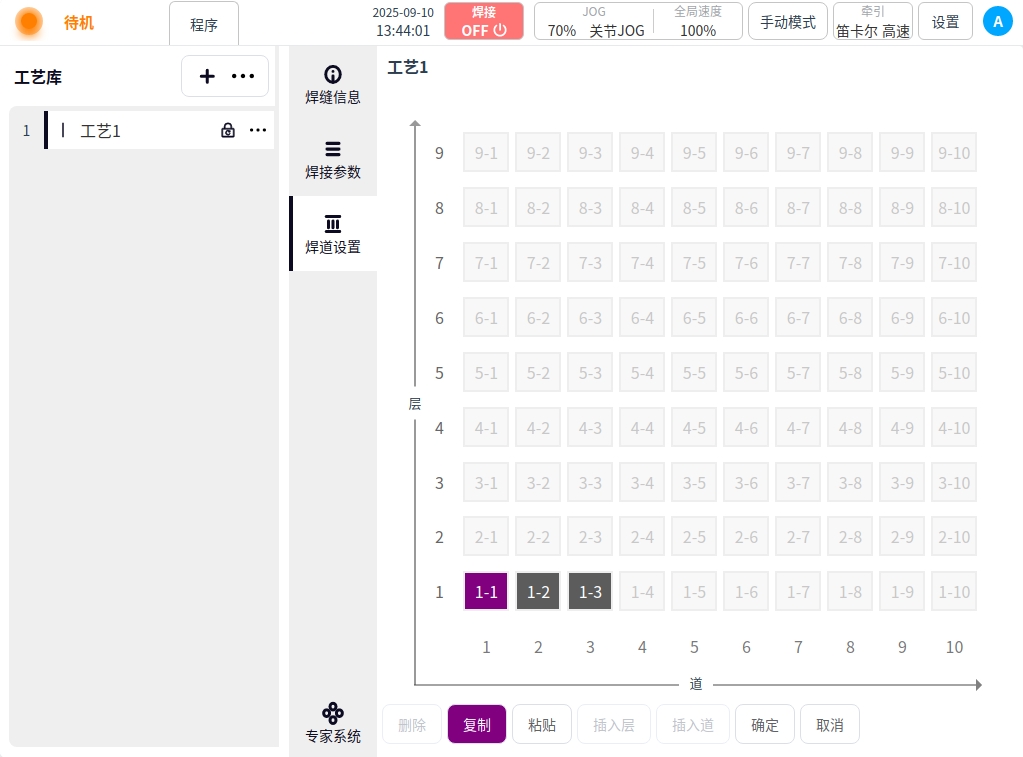
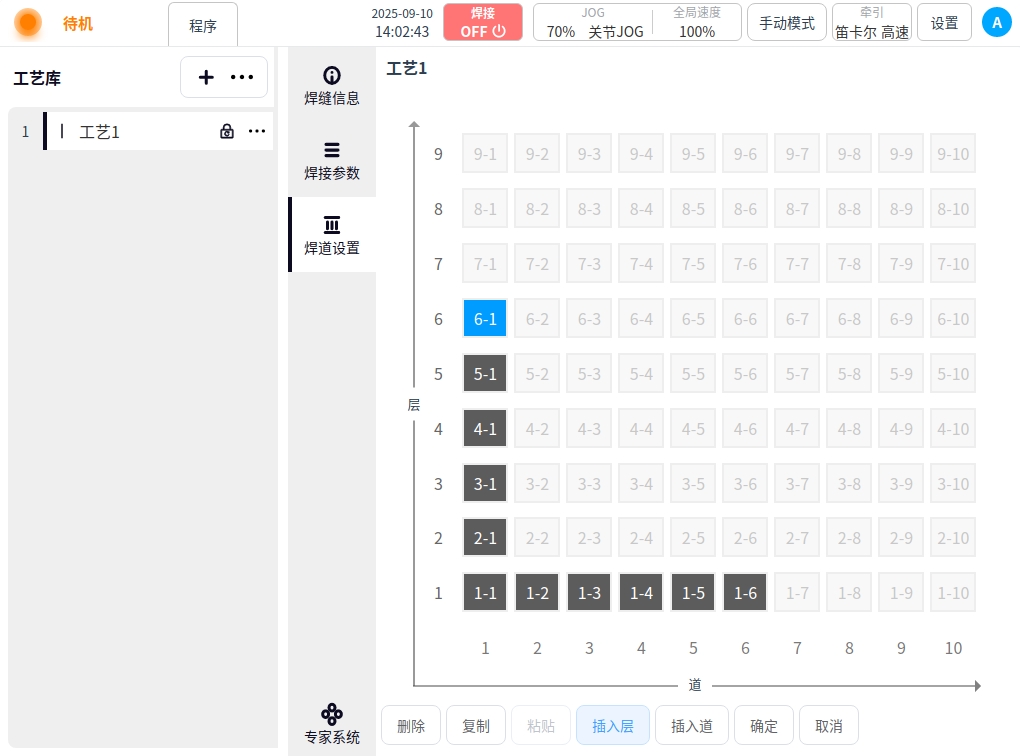
点击焊道设置。在焊道设置页面可对当前工艺焊缝进行新建、复制、粘贴、插入层、插入道、删除等操作,如下:

新建焊道: 点击网格中未创建的格新增焊道。
如果当前层有焊道,则根据点击的格往后追加道;比如1-1已存在,此时点击1-5,则1-1至1-5之间的网格都创建;
如果当前层没有焊道,则依次创建第一格;如1-1已存在,此时点击4-1,则创建1-1、2-1、3-1、4-1;
综合以上两种情况,点击任一网格,则创建所在层的道,所在层以下的层;比如1-1已存在,此时点击4-3,则创建2-1、3-1、4-1、4-2、4-3;

复制: 点击复制按钮进行复制目标的选择;
点击复制按钮 → 进行复制目标选择;(选中的焊道标记为深紫色);
开启复制模式之后,点击焊道即为选择复制目标;
再点击复制按钮 → 退出复制目标选择;
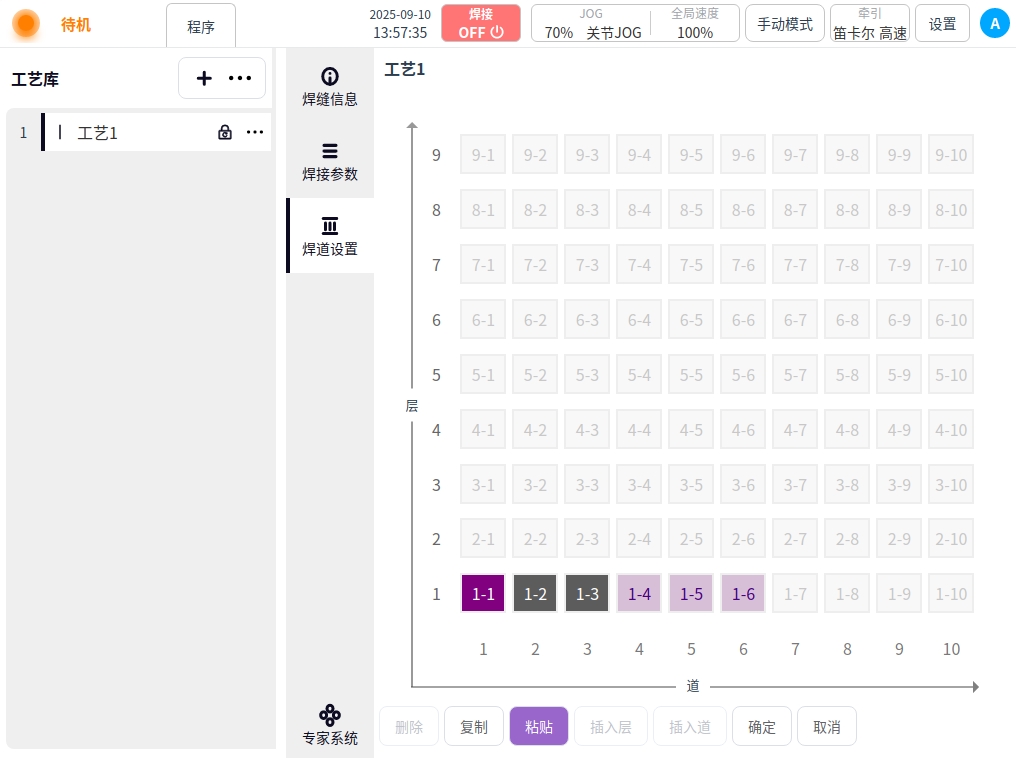
粘贴: 选中复制目标之后,点击粘贴按钮退出复制目标选择,进入粘贴模式;
选中复制目标 → 点击粘贴按钮进入粘贴模式;
进入粘贴模式后,点击任意焊道进行粘贴(粘贴后的焊道标记为浅紫色);
再次点击粘贴按钮 → 退出粘贴模式;
在粘贴模式下,如需切换复制目标,再次点击复制按钮后可进行复制目标选择;
插入层:
在选中的层上方插入一个新层(层-1);
平移后续焊道,且重新编号;

插入道:
在选中的焊道右侧插入一个新焊道;
右移后续焊道,且重新编号;


删除: 删除焊道;
选中已经创建的焊道,点击删除;
若删除的是本层的第一个焊道,则整层删除;后续层统一平移;
若删除的是某一层中间的焊道,则删除该焊道及其后续焊道;


确定: 点击确定即可保存;
焊接参数(气保焊)#
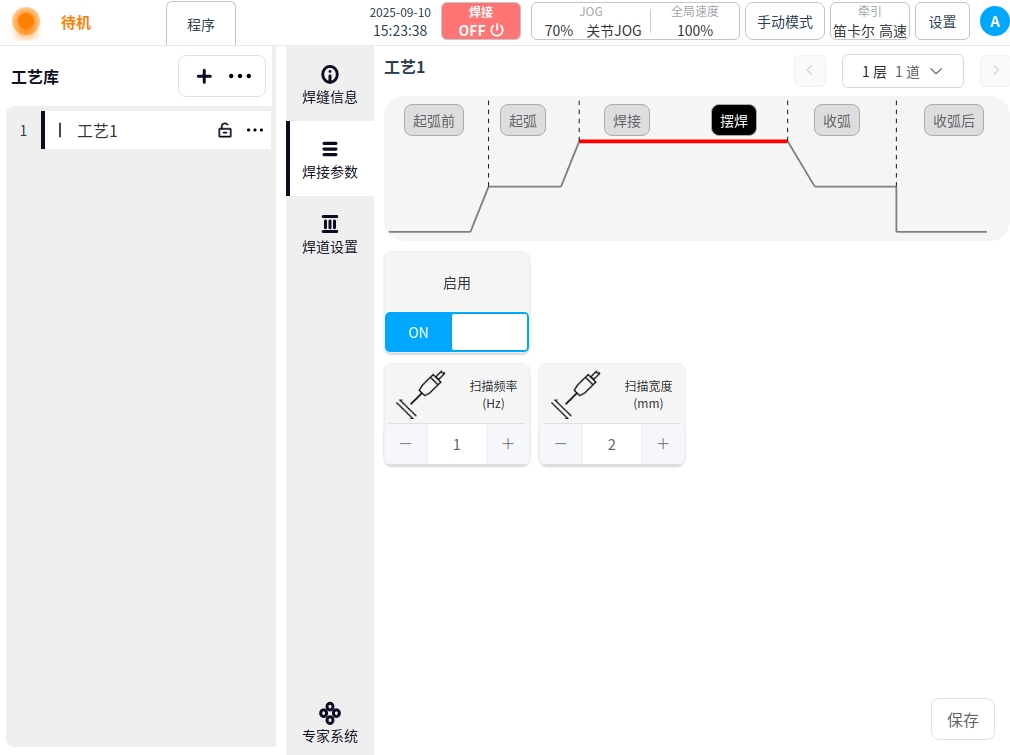
点击焊接参数按钮进入焊接参数页面。 或者在焊道设置页面中点击参数详情即可进入所选中焊道的焊接参数页面。 在焊接参数页面中,可配置工艺的起弧前、起弧、焊接、摆焊、收弧、收弧后各阶段的参数,点击图片中对应的按钮进行各阶段参数切换。 在焊接参数页面中,可点击右上角按钮进行焊道切换,或者点击下拉选择框进行焊道选择切换。

起弧前: 点击起弧前按钮配置起弧前参数;
预送气时间:起弧前开始送保护气的时间,单位为ms;
慢送丝速度:指的是在电弧正式引燃之前的瞬间,焊机控制送丝机构以低于正常焊接时的速度送出焊丝,单位cm/min。

起弧: 点击起弧按钮配置起弧的参数;
焊接模式:用于设置焊枪起弧阶段的工作模式,包括:标准、JOB模式;
独立/一元化模式:独立模式是焊接电流电压分别给定;一元化模式是焊接电压由焊机根据电流自动匹配,可以指定电压的调整大小;
起弧电流:起弧阶段焊接电流值,单位为A;
起弧电压:起弧阶段焊接电压值,单位为V;
起弧时间:起弧成功后使用起弧参数焊接的时间;
起弧暂停时间:起弧成功后机器人在起弧点原地停留的时间;
渐变时间:焊接参数在起弧阶段,从初始值平稳过渡到设定值所需的时间;
前进角:平行于焊接方向平面内,焊枪倾斜方向(推或拉)的角度;
工作角:垂直于焊接方向平面内,焊枪与工件平面的夹角;

焊接: 点击焊接按钮配置焊接的参数;
焊接模式:用于设置焊枪焊接阶段的工作模式,包括:标准、JOB模式;
独立/一元化模式:独立模式是焊接电流电压分别给定;一元化模式是焊接电压由焊机根据电流自动匹配,可以指定电压的调整大小;
焊接电流:焊接电流值,单位为A;
焊接电压:焊接电压值,单位为V;
焊接速度:焊接过程中焊枪运行速度;
前进角:平行于焊接方向平面内,焊枪倾斜方向(推或拉)的角度;
工作角:垂直于焊接方向平面内,焊枪与工件平面的夹角;

摆焊: 点击摆焊按钮并开启摆焊配置摆焊的参数;
摆焊设置启用按钮:用于是否启用摆焊;
摆动方式:摆焊类型有锯齿、三角、正弦、圆弧、梯形、‘8‘字、往复共7种;
参考平面:摆焊过程参考的平面可选项为:工具XOY、工具XOZ、工具YOZ、工件XOY、工件XOZ、工件YOZ;
摆动频率:设置摆焊过程中频率,单位HZ;
摆动幅值:设置摆焊过程中振幅,单位为m;
左停留时间:仅摆焊方式选为正弦或梯形时,才需配置的参数,单位ms;
右停留时间:仅摆焊方式选为正弦或梯形时,才需配置的参数,单位ms;
主路径同步停留:仅摆焊方式为正弦或梯形时,才需要配置的参数,默认为不勾选;当勾选该参数时,能够在左右停留过程中,机器人运动主路径也同时停止;
仰角偏移:指焊枪在垂直于焊接方向的平面内,其轴线相对于标准工作角(通常是90°垂直于工件表面)的倾斜角度;
方向角偏移:指焊枪在平行于焊接方向的平面内,其轴线相对于焊缝中心线的偏转角度;
前进距离:指焊枪从中心线向一侧摆动到达的最远点时,沿焊接主方向移动的距离;
后退距离:指焊枪从一侧最远点摆回中心线(或另一侧)时,沿焊接主方向移动的距离;

收弧: 点击收弧按钮配置收弧的参数;
焊接模式:用于设置焊枪收弧阶段的工作模式,包括:标准、JOB模式;
独立/一元化模式:独立模式是焊接电流电压分别给定;一元化模式是焊接电压由焊机根据电流自动匹配,可以指定电压的调整大小;
收弧电流:收弧阶段焊接电流值,单位为A;
收弧电压:收弧阶段焊接电压值,单位为V;
收弧时间:开始收弧后以收弧参数焊接的时间;
渐变时间:焊接参数在起弧阶段,从初始值平稳过渡到设定值所需的时间;
前进角:平行于焊接方向平面内,焊枪倾斜方向(推或拉)的角度;
工作角:垂直于焊接方向平面内,焊枪与工件平面的夹角;

收弧后: 点击收弧后按钮配置收弧后的参数;
回烧参数启用按钮:用于是否启用回烧;
回烧时间:回烧参数回烧时间;
回烧电流:回烧参数回烧电流;
延迟送气时间:指所有焊接工作完成后延迟停机和送气的时间;

工艺编辑(氩弧焊)#
起弧前: 点击起弧前按钮配置起弧前参数;
预送气时间:起弧前开始送保护气的时间,单位为ms;

起弧: 点击起弧按钮配置起弧的参数;
起弧电流:起弧阶段焊接电流值,单位为A;
起弧时间:起弧成功后使用起弧参数焊接的时间;
起弧暂停时间:起弧成功后机器人在起弧点原地停留的时间;
缓升时间:电弧引燃的初始电流/电压平稳上升到正常焊接参数所需的时间;
送丝速度:起弧时的送丝速度,单位为cm/min;
送丝延迟时间:起弧时延迟送丝速度的时间;

焊接: 点击焊接按钮配置焊接的参数;
焊接模式:用于设置焊枪焊接阶段的工作模式,包括:标准、JOB模式;
脉冲模式:开关脉冲模式;
焊接电流:焊接电流值,单位为A;
送丝速度:起弧时的送丝速度,单位为cm/min;
焊接速度:焊接过程中焊枪运行速度;
前进角:平行于焊接方向平面内,焊枪倾斜方向(推或拉)的角度;
工作角:垂直于焊接方向平面内,焊枪与工件平面的夹角;
峰值电流:脉冲周期中的最高电流值,产生高强度电弧;
基准电流:脉冲周期中的最低维持电流,低于正常焊接电流;
频率:每秒完成的 脉冲周期次数(单位:Hz);
占空比:峰值电流持续时间占一个脉冲周期的百分比;
峰值送丝速度:峰值电流阶段的焊丝输送速度;
基值丝速度:基值电流阶段的焊丝输送速度;

摆焊: 点击摆焊按钮并开启摆焊配置摆焊的参数;
摆焊设置启用按钮:用于是否启用摆焊;
摆动方式:摆焊类型有锯齿、三角、正弦、圆弧、梯形、‘8‘字、往复共7种;
参考平面:摆焊过程参考的平面可选项为:工具XOY、工具XOZ、工具YOZ、工件XOY、工件XOZ、工件YOZ;
摆动频率:设置摆焊过程中频率,单位HZ;
摆动幅值:设置摆焊过程中振幅,单位为m;
仰角偏移:指焊枪在垂直于焊接方向的平面内,其轴线相对于标准工作角(通常是90°垂直于工件表面)的倾斜角度;
方向角偏移:指焊枪在平行于焊接方向的平面内,其轴线相对于焊缝中心线的偏转角度;

收弧: 点击收弧按钮配置收弧的参数;
收弧电流:收弧阶段焊接电流值,单位为A;
收弧时间:开始收弧后以收弧参数焊接的时间;
送丝速度:起弧时的送丝速度,单位为cm/min;
送丝时间:起弧时的送丝时间;
缓降时间:焊接电流从正常焊接电流逐渐(线性或非线性)降低到较低电流(通常是收弧电流或零)所经历的时间段;
前进角:平行于焊接方向平面内,焊枪倾斜方向(推或拉)的角度;
工作角:垂直于焊接方向平面内,焊枪与工件平面的夹角;
焊丝回收长度:收弧后,焊丝回收到焊枪的位移长度;

收弧后: 点击收弧后按钮配置收弧后的参数;
延迟送气时间:指所有焊接工作完成后延迟停机和送气的时间;

工艺编辑(激光焊)#
起弧前: 点击起弧前按钮配置起弧前参数;
预送气时间:起弧前开始送保护气的时间,单位为ms;
起弧: 点击起弧按钮配置起弧的参数;
开光功率:起弧阶段激光器输出的初始功率,通常低于正常焊接功率;
起弧暂停时间:起弧成功后机器人在起弧点原地停留的时间;
缓升时间:激光功率从起弧初始值上升到正常焊接功率所需的时间;
送丝速度:起弧时的送丝速度,单位为cm/min;
送丝时间:起弧时的送丝时间;
送丝缓升时间:在起弧阶段,送丝速度从零逐渐增加到设定值的时间;

焊接: 点击焊接按钮配置焊接的参数;
焊接模式:用于设置焊枪焊接阶段的工作模式,包括:连续、调制模式;
激光功率:激光功率是激光器输出的能量;
激光中心偏移量:激光束焦点相对于焊缝中心的偏移距离;
送丝速度:起弧时的送丝速度,单位为cm/min;
焊接速度:焊接过程中焊枪运行速度;
前进角:平行于焊接方向平面内,焊枪倾斜方向(推或拉)的角度;
工作角:垂直于焊接方向平面内,焊枪与工件平面的夹角;
频率:每秒完成的 脉冲周期次数(单位:Hz);
占空比:峰值电流持续时间占一个脉冲周期的百分比;

摆焊: 点击摆焊按钮并开启摆焊配置摆焊的参数;
摆焊设置启用按钮:用于是否启用摆焊;
扫描频率:扫描频率是指激光束在摆动轨迹中单位时间内完成摆动的次数;
扫描宽度:扫描宽度是激光束摆动轨迹的最大横向偏离距离;
收弧: 点击收弧按钮配置收弧的参数;
关光功率:收弧阶段激光功率逐渐降低至零时的最终功率值;
关光功率缓降时间:激光功率从正常焊接功率降至关光功率所需的时间;
送丝速度:收弧时的送丝速度,单位为cm/min;
送丝时间:收弧时的送丝时间;
焊丝回收长度:收弧后,焊丝回收到焊枪的位移长度;
复送丝长度:收弧阶段焊丝继续送入熔池的长度(从激光功率开始缓降至完全关闭期间);

收弧后: 点击收弧后按钮配置收弧后的参数;
延迟送气时间:指所有焊接工作完成后延迟停机和送气的时间;
多层多道工艺编辑#
多层道工艺编辑除了第一道外,其他道工艺会增加一项层间信息;

层间信息:
Y偏移:焊枪在水平方向(Y轴)相对于第一道焊缝中心的偏移量;
Z偏移:焊枪在垂直方向(Z轴)相对于第一道焊缝表面的偏移量;
倾斜角:焊枪与工件表面之间的夹角;
推拉角:焊枪移动方向与焊接方向的夹角;
起点缩进:焊枪起弧时回退的距离;
终点缩进:焊枪收弧时回退的距离;
干伸长:焊丝从导套末端到工件表面的距离;
编辑完当前焊道工艺后点击右下角保存按钮,即可保存;
专家系统#
点击专家系统。进入专家系统页面; 使用焊接专家系统前需在系统配置内对智能化进行配置连接,参考系统配置说明。如已配置连接,则点击焊接专家系统按钮进入焊接专家系统。

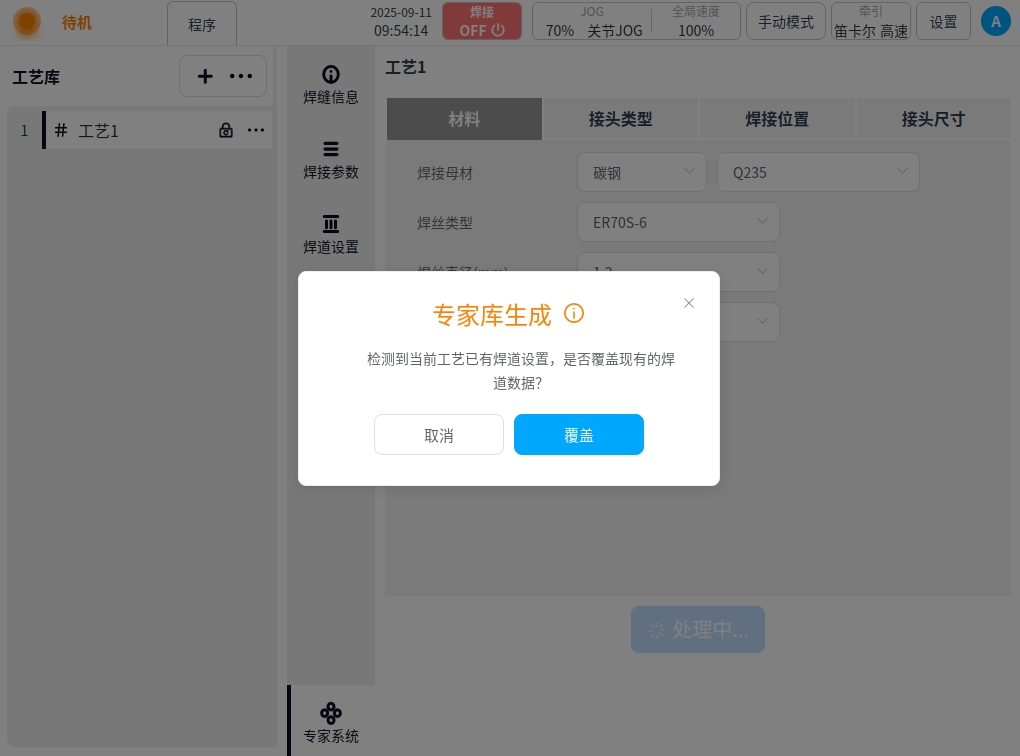
修改对应的焊缝信息点击’专家系统获取工艺’按钮。系统将生成相应的焊道和焊接参数。如下所示:



如果当前工艺已存在焊道和焊接参数,则会给出是否覆盖的提示。