


Arc tracking settings#
The Arc Tracking Settings sub-page is used to set the cyclic queue coefficient, lag time, tracking start time, Y-direction sensitivity coefficient, Z-direction sensitivity coefficient, current difference constant, and current difference set value, as shown in the following figure.
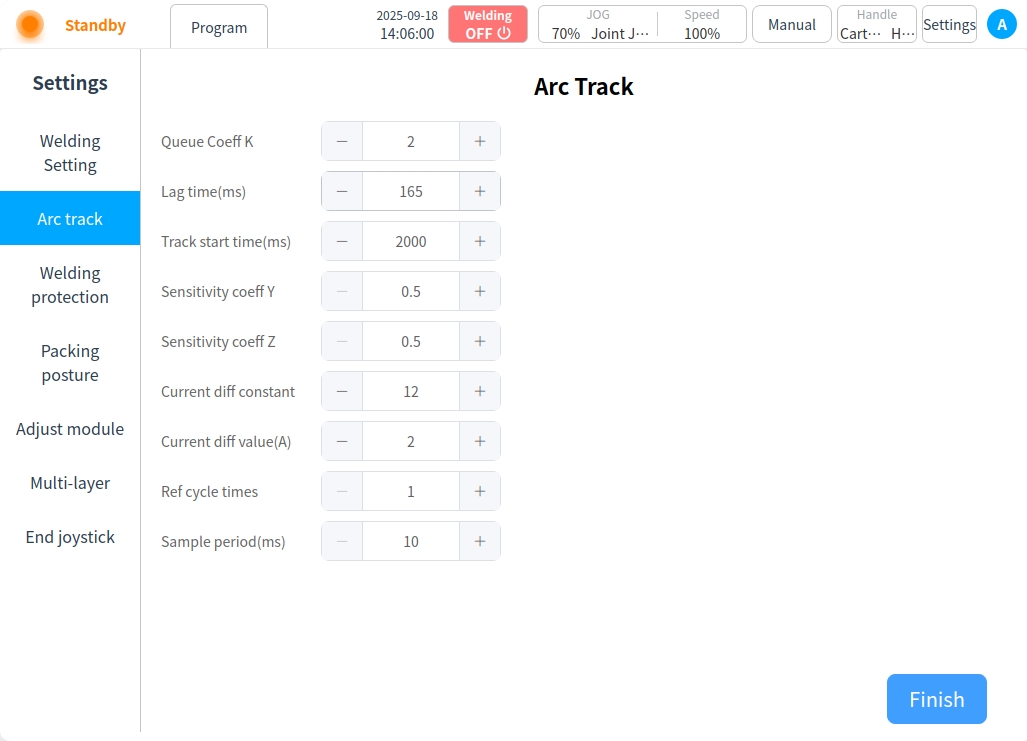
Queue Coeff K: Unit:times,K≥2; default value is 2, data collection length coefficient, no tracking in K swing cycles;
Lag time(ms): Unit:ms,≥0; Default value is 165, current feedback data hysteresis time, different welder, different hysteresis time;
Track start time(ms): Unit:ms,≥0; Default value is 2, delay tracking time, to avoid current instability at the beginning of the arc starting stage, which affects the tracking effect;
Sensitivity coeff Y: Unit:None,10≥x≥0.1; Default value is 0.5, adjust the parameter of corresponding deflection correction ability, the range is between 0.1~10. Recommended sensitivity coefficient setting:0.3~1.0;
Sensitivity coeff Z: Unit:None,10≥x≥0.1; Default value is 0.5, adjust the parameter of the corresponding corrective ability, the range is between 0.1~10. Recommended sensitivity coefficient setting:0.3~1.0;
Current diff constant: Unit:None,>0; default value is 12, a constant used in the tracking algorithm, defaults to 12 for wire diameter 1.2mm;
Current diff value(A): Unit:A,≥0; Default value is 2, used for current difference within the set value without correcting deviation.
Ref cycle times: The default value is 1. The robot needs to continuously monitor the same direction deviation signal for as many cycles as possible before it will confirm the direction and correct the deviation. Increasing this value can effectively prevent misjudgment caused by arc fluctuation, but it will slightly increase the system response time. Usually 2-3 cycles is the optimal value.
Sample period(ms): The default value is 10, how often to collect a data, used to adjust the frequency of the robot to collect the welder’s electrical signal to match the inherent sampling frequency of the external welder.